Báo cáo đề xuất cấp GPMT nhà máy sản xuất lắp ráp Pin
Báo cáo đề xuất cấp GPMT nhà máy sản xuất lắp ráp Pin, sản xuất thiết bị điện, điện tử theo công nghệ sản xuất hiện đại, tiên tiến, thân thiện với môi trường đáp ứng yêu cầu phát triển bền vững và bảo vệ môi trường.
Ngày đăng: 19-11-2025
580 lượt xem
CHƯƠNG I............................................................ 8
THÔNG TIN CHUNG VỀ DỰ ÁN ĐẦU TƯ................... 8
1. Tên chủ dự án đầu tư..................................................... 8
2. Tên dự án đầu tư........................................................... 8
3. Công suất, công nghệ, sản phẩm của dự án đầu tư....... 10
3.1. Công suất của dự án đầu tư........................................ 10
3.2. Công nghệ sản xuất của dự án đầu tư, đánh giá việc lựa chọn công nghệ sản xuất của dự án đầu tư.... 11
3.3. Sản phẩm của dự án...................................................... 24
4. Nguyên liệu, nhiên liệu, vật liệu, phế liệu, điện năng, hóa chất sử dụng, nguồn cung cấp điện, nước của dự án đầu tư........... 24
4.1. Nguyên liệu, nhiên liệu, vật liệu, phế liệu, điện năng, hóa chất sử dụng, nguồn cung cấp điện, nước của dự án đầu tư trong giai đoạn cải tạo kho chất thải và lắp đặt máy móc thiết bị...24
4.2. Nguyên liệu, nhiên liệu, vật liệu, phế liệu, điện năng, hóa chất sử dụng, nguồn cung cấp điện, nước của dự án đầu tư trong giai đoạn vận hành dự án.25
5. Các thông tin khác liên quan đến dự án đầu tư......................................... 32
5.2. Các hạng mục công trình của dự án................................................... 33
5.5. Sơ đồ tổ chức quản lý và vận hành của dự án.......................................... 34
SỰ PHÙ HỢP CỦA DỰ ÁN ĐẦU TƯ VỚI QUY HOẠCH, KHẢ NĂNG CHỊU TẢI CỦA MÔI TRƯỜNG.... 35
1. Sự phù hợp của dự án đầu tư với quy hoạch bảo vệ môi trường quốc gia, quy hoạch tỉnh, phân vùng môi trường....... 35
2. Sự phù hợp của dự án đầu tư đối với khả năng chịu tải của môi trường......... 37
CHƯƠNG III................................................................................... 39
ĐÁNH GIÁ HIỆN TRẠNG MÔI TRƯỜNG......................................... 39
NƠI THỰC HIỆN DỰ ÁN ĐẦU TƯ..................................................... 39
1. Dữ liệu về hiện trạng môi trường và tài nguyên sinh vật.................. 39
1.1. Thành phần môi trường có khả năng chịu tác động trực tiếp bởi dự án....... 39
1.2. Các đối tượng nhạy cảm về môi trường bị tác động của dự án........................ 40
2. Mô tả về môi trường tiếp nhận nước thải của dự án................................. 41
3. Hiện trạng các thành phần môi trường đất, nước, không khí nơi thực hiện dự án ........... 41
ĐÁNH GIÁ, DỰ BÁO TÁC ĐỘNG MÔI TRƯỜNG........................................... 44
CỦA DỰ ÁN ĐẦU TƯ VÀ ĐỀ XUẤT CÁC CÔNG TRÌNH,...................... 44
BIỆN PHÁP BẢO VỆ MÔI TRƯỜNG............................................................. 44
1. Đánh giá, dự báo tác động môi trường và các công trình, biện pháp bảo vệ môi trường đề xuất thực hiện trong giai đoạn cải tạo kho chất thải và lắp đặt máy móc thiết bị.. 44
1.1. Đánh giá tác động của hoạt động cải tạo kho chất thải và lắp đặt máy móc thiết bị.... 44
1.2. Các công trình, biện pháp bảo vệ môi trường đề xuất thực hiện trong giai đoạn cải tạo kho chất thải và lắp đặt máy móc thiết bị........ 60
2. Đánh giá, dự báo tác động môi trường và các công trình, biện pháp bảo vệ môi trường đề xuất thực hiện trong giai đoạn dự án đi vào vận hành....... 63
2.1. Đánh giá, dự báo các tác động trong giai đoạn dự án đi vào vận hành.............. 63
2.2. Các công trình, biện pháp thu gom, lưu giữ, xử lý chất thải và biện pháp giảm thiểu tác động tiêu cực khác đến môi trướng trong giai đoạn dự án đi vào vận hành....
3.1. Danh mục các công trình bảo vệ môi trường của dự án đầu tư................ 111
3.2. Kế hoạch tổ chức các biện pháp bảo vệ môi trường khác........................... 111
3.3. Tóm tắt dự toán kinh phí đối với công trình, biện pháp bảo vệ môi trường...... 111
3.4. Tổ chức, bộ máy quản lý, vận hành các công trình bảo vệ môi trường.......... 111
4. Nhận xét về mức độ chi tiết, độ tin cậy của các kết quả đánh giá, dự báo.... 113
CHƯƠNG V............................................................................ 116
NỘI DUNG ĐỀ NGHỊ CẤP GIẤY PHÉP MÔI TRƯỜNG.......................... 116
1. Nội dung đề nghị cấp giấy phép môi trường đối với nước thải................ 116
2. Nội dung đề nghị cấp giấy phép môi trường đối với khí thải...................... 116
3. Nội dung đề nghị cấp phép đối với tiếng ồn, độ rung........................ 117
KẾ HOẠCH VẬN HÀNH THỬ NGHIỆM CÔNG TRÌNH........................... 119
XỬ LÝ CHẤT THẢI VÀ CHƯƠNG TRÌNH QUAN TRẮC....................... 119
MÔI TRƯỜNG CỦA DỰ ÁN.......................................................................... 119
1. Kế hoạch vận hành thử nghiệm công trình xử lý chất thải của dự án đầu tư. 119
1.1. Thời gian dự kiến vận hành thử nghiệm........................................................... 119
1.2. Kế hoạch quan trắc chất thải, đánh giá hiệu quả xử lý cuẩ các công trình, thiết bị xử lý chất thải 119
2. Chương trình quan trắc chất thải theo quy định của pháp luật...................... 120
2.1. Chương trình quan trắc môi trường định kỳ.............................................. 120
2.2. Chương trình quan trắc tự động, liên tục chất thải..................................... 121
2.3. Hoạt động quan trắc môi trường định kỳ, quan trắc môi trường tự động, liên tục khác theo quy định của pháp luật có liên quan hoặc theo đề xuất của chủ dự án....121
CHƯƠNG VII............................................................. 122
CAM KẾT CỦA CHỦ DỰ ÁN ĐẦU TƯ............ 122
Chương I
THÔNG TIN CHUNG VỀ DỰ ÁN ĐẦU TƯ
1.Tên chủ dự án đầu tư
CÔNG TY TNHH NĂNG LƯỢNG XANH ...
Địa chỉ văn phòng: ... Khu công nghiệp Thái Hà, xã Bắc Lý, huyện Lý Nhân, tỉnh Hà Nam, Việt Nam. Nay thuộc Khu công nghiệp Thái Hà, xã Bắc Lý, tỉnh Ninh Bình, Việt Nam. (Theo Nghị quyết 1674/NQ-UBTVQH15 của Ủy ban Thường vụ Quốc hội về việc sắp xếp các đơn vị hành chính cấp xã của tỉnh Ninh Bình năm 2025).
Người đại diện theo pháp luật của chủ dự án đầu tư:
Họ tên: .......... Giới tính: Nam Chức vụ: Giám đốc
Ngày sinh:........Dân tộc: Kinh Quốc tịch: Việt Nam Loại giấy tờ pháp lý của cá nhân: Căn cước
Số giấy tờ pháp lý cá nhân:.........
Ngày cấp: ...... Nơi cấp: Bộ Công an
Địa chỉ thường trú và chỗ ở hiện tại: ........Khu TT Nghĩa Tân, Phường Nghĩa Tân, quận Cầu Giấy, thành phố Hà Nội, Việt Nam.
Địa chỉ liên lạc: ...... KĐT TP Giao Lưu, 232 Phạm Văn Đồng, phường Cổ Nhuế 1, quận Bắc Từ Liêm, thành phố Hà Nội, Việt Nam.
Điện thoại: ........ Email:..............
Giấy chứng nhận đăng ký doanh nghiệp Công ty trách nhiệm hữu hạn một thành viên, mã số doanh nghiệp: ........ do phòng Phát triển doanh nghiệp và Kinh tế hợp tác xã thuộc Sở Tài chính tỉnh Hà Nam đăng ký lần đầu ngày 27/06/2025.
Giấy chứng nhận đăng ký đầu tư, mã số dự án: ...... do Ban quản lý khu kinh tế và các khu công nghiệp Ninh Bình cấp chứng nhận lần đầu ngày 20/06/2025, chứng nhận điều chỉnh lần thứ nhất ngày 11/09/2025.
2.Tên dự án đầu tư
NHÀ MÁY SẢN XUẤT LẮP RÁP PIN, SẢN XUẤT THIẾT BỊ ĐIỆN, ĐIỆN TỬ
Địa điểm thực hiện dự án đầu tư: Lô CN03, Khu công nghiệp Thái Hà, xã Bắc Lý, tỉnh Ninh Bình, Việt Nam với tổng diện tích sử dụng là 3.027,4m2 (Thuê xưởng của Công ty TNHH Infor Platics).
Quy mô của dự án đầu tư theo quy định tại Điều 25 Nghị định 08/2022/NĐ-CP và nghị định 05/2025/NĐ-CP chỉnh sửa và bổ sung (phân loại theo tiêu chí quy định của pháp luật về đầu tư công):
+ Quy mô dự án: Dự án thuộc lĩnh vực sản xuất vật liệu (tại điểm g, khoản 3, điều 9 luật đầu tư công 58/2024/QH15). Tổng số vốn đầu tư của dự án là 30.061.000.000VND (Ba mươi tỷ không trăm sáu mươi mốt triệu đồng Việt Nam). Do đó, dự án thuộc nhóm C theo quy định tại khoản 2, Điều 11 của Luật đầu tư công 58/2024/QH15.
Loại hình sản xuất, kinh doanh, dịch vụ:
+ Mục tiêu của dự án gồm 4 mục tiêu theo giấy chứng nhận đầu tư số: ......: (1) Sản xuất pin và ắc quy (Mã ngành 2720); (2) Lắp đặt máy móc và thiết bị công nghiệp (Mã ngành 332); (3) Sản xuất thiết bị điện khác (Mã ngành 2790) (Không có công đoạn: mạ, phủ màu bằng sơn hoặc hóa chất, làm sạch bằng hóa chất độc); (4) Sản xuất linh kiện điện tử (Mã ngành 2610) (Không có công đoạn: mạ, phủ màu bằng sơn hoặc hóa chất, làm sạch bằng hóa chất độc); (5) Hoạt động dịch vụ hỗ trợ kinh doanh khác còn lại chưa được phân vào đâu (Mã ngành 8299); (6) Bán buôn tổng hợp (Mã ngành 4690). " Dự án thuộc danh mục loại hình sản xuất, kinh doanh, dịch vụ có nguy cơ gây ô nhiễm môi trường (Theo STT 11, Phụ lục II kèm theo Nghị định số 05/2025/NĐ- CP ngày 06/01/2025 của Chính phủ sửa đổi và bổ sung một số điều của Nghị định số 08/2022/NĐ-CP ngày 10/01/2022).
Công suất sản xuất: Đối với sản phẩm pin là: 540 tấn/năm (Dưới 600 tấn/năm theo phụ lục II (STT 11), Nghị định số 05/2025/NĐ-CP) " Dự án có quy mô công suất trung bình.
Yếu tố nhạy cảm về môi trường quy định tại khoản 4 Điều 25 Nghị định 08/2022/NĐ-CP sửa đổi bổ sung tại khoản 6 Điều 1 Nghị định 05/2025/NĐ-CP: Dự án không có yếu tố nhạy cảm về môi trường.
Phân nhóm dự án đầu tư: Nhóm II. Quy định tại phụ lục IV (STT 1) ban hành kèm theo Nghị định số 08/2022/NĐ-CP ngày 10/01/2022 của Chính phủ quy định chi tiết một số điều của Luật Bảo vệ môi trường, được sửa đổi, bổ sung tại Nghị định 05/2025/NĐ-CP ngày 06/01/2025 của Chính phủ.
Dự án “Nhà máy sản xuất lắp ráp pin, sản xuất thiết bị điện, điện tử” là dự án mới chưa đi vào hoạt động (gọi tắt là Dự án). Khi đi vào hoạt động, dự án có phát sinh khí thải cần phải xử lý trước khi xả ra ngoài môi trường. Như vậy, dự án thuộc đối tượng phải có Giấy phép môi trường quy định tại Khoản 1, Điều 39 Luật Bảo vệ môi trường số 72/2020/QH14.
Theo điểm a, khoản 3, điều 41, Luật Bảo vệ môi trường số 72/2020/QH14 ngày 17 tháng 11 năm 2020 và Điều 38 Nghị định 136/2025/NĐ-CP ngày 12/6/2025 Nghị định quy định phân quyền, phân cấp trong lĩnh vực nông nghiệp môi trường và Điều 26 Nghị định 131/2025/NĐ-CP ngày 12/6/2025 Nghị định Quy định phân định thẩm quyền của chính quyền địa phương 02 cấp trong lĩnh vực quản lý nhà nước của Bộ Nông nghiệp và Môi trường, dự án thuộc quyền cấp Giấy phép môi trường của Chủ tịch Uỷ ban nhân dân tỉnh Ninh Bình.
→ Cấu trúc và nội dung Báo cáo đề xuất cấp Giấy phép môi trường được thực hiện theo mẫu tại phụ lục IX kèm Nghị định 05/2025/NĐ-CP ngày 06 tháng 01 năm 2025 của Chính phủ.
3.Công suất, công nghệ, sản phẩm của dự án đầu tư
3.1.Công suất của dự án đầu tư
* Mục tiêu dự án:
|
TT |
Mục tiêu hoạt động |
Mã ngành theo VSIC (mã ngành cấp 4) |
|
1 |
Sản xuất pin và ắc quy Chi tiết: Sản xuất lắp ráp pin sạc lại được và pin không sạc lại được |
2720 |
|
2 |
Lắp đặt máy móc và thiết bị công nghiệp |
332 |
|
3 |
Sản xuất thiết bị điện khác Chi tiết: Lắp ráp thiết bị sạc pin lithium,... |
2790 |
|
4 |
Sản xuất linh kiện điện tử Chi tiết: Gia công và sản xuất SMT |
2610 |
|
5 |
Hoạt động dịch vụ hỗ trợ kinh doanh khác còn lại chưa được phân vào đâu Chi tiết: Thực hiện quyền xuất khẩu, quyền nhập khẩu (Không gắn với thành lập mạng lưới thu gom hàng hóa) |
8229 |
|
6 |
Bán buôn tổng hợp Chi tiết: Thực hiện quyền phân phối bán buôn (Không gắn với thành lập cơ sở bán buôn) các hàng hóa theo quy định của Pháp luật Việt Nam) |
4692 |
|
Tổng |
- |
|
Quy mô dự án: Tổng quy mô công suất của các sản phẩm là 180.000 sản phẩm/năm tương đương 585 tấn/năm.
- Pin lithium: cho xe điện, hệ thống lưu trữ năng lượng, thiết bị dụng cụ cầm tay 90.000 sản phẩm/ năm tương đương 540 tấn/năm;
- Lắp ráp thiết bị điện, bao gồm bộ sạc điện cho ắcquy và pin 90.000 sản phẩm/ năm tương đương 45 tấn/năm.
Quy mô diện tích sử dụng: 3.027,4m2 (Thuê xưởng của Công ty TNHH Infor Platics).
3.2.Công nghệ sản xuất của dự án đầu tư, đánh giá việc lựa chọn công nghệ sản xuất của dự án đầu tư
“Nhà máy sản xuất lắp ráp pin, sản xuất thiết bị điện, điện tử” của công ty TNHH năng lượng xanh ... sản xuất, lắp ráp theo công nghệ sản xuất hiện đại, tiên tiến, thân thiện với môi trường đáp ứng yêu cầu phát triển bền vững và bảo vệ môi trường. Dây chuyền công nghệ sản xuất, lắp ráp bán tự động được sử dụng rộng rãi ở Trung Quốc. Đặc điểm nổi bật của công nghệ này là:
- Công nghệ tiên tiến, độ chính xác cao;
- Phù hợp với quy mô đầu tư đã được lựa chọn;
- Sử dụng lao động, năng lượng, nguyên vật liệu hợp lý;
- Chất lượng sản phẩm được kiểm nghiệm trong suốt quá trình sản xuất;
- Đảm bảo an toàn cho môi trường.
Quy trình sản xuất được thực hiện một cách chặt chẽ theo một quy trình khép kín, bảo đảm sản xuất đồng bộ, giảm thiểu chi phí sản xuất, nâng cao năng suất lao động của công nhân, đồng thời bảo đảm chất lượng sản phẩm đầu ra.
3.2.1.Quy trình sản xuất pin lithium
Pin lithium: cho xe điện, hệ thống lưu trữ năng lượng, thiết bị dụng cụ cầm tay
Quy trình công nghệ:
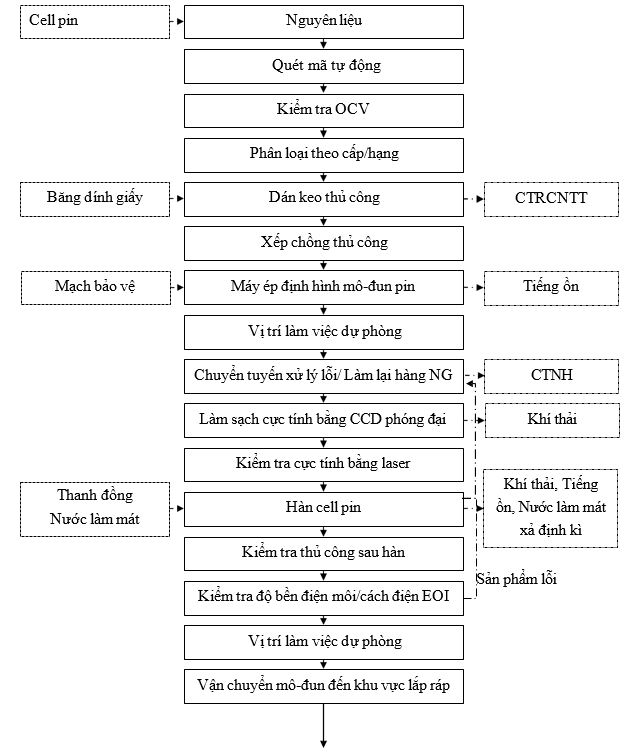
Hình 1. 1. Quy trình sản xuất pin lithium
Thuyết minh quy trình:
Nguyên liệu: Nhân viên vận hành thực hiện cấp liệu bằng tay, đặt toàn bộ các cell pin vào vị trí cấp liệu trên băng tải. Công đoạn này yêu cầu thao tác chính xác để đảm bảo hướng đặt cell đúng quy định, tránh gây xước hoặc biến dạng cực pin. Băng tải được thiết kế với tốc độ ổn định, đảm bảo việc cấp liệu liên tục và đồng đều, phục vụ cho các công đoạn tự động phía sau.
Quét mã tự động: Sau khi được cấp liệu, từng cell pin sẽ được băng tải vận chuyển đến khu vực quét mã. Tại đây, hệ thống camera hoặc cảm biến quang học tự động nhận dạng và quét mã QR được in trên từng cell. Thông tin mã sẽ được truyền đến hệ thống cơ sở dữ liệu trung tâm để theo dõi, truy xuất nguồn gốc sản phẩm và quản lý chất lượng theo lô sản xuất.
Kiểm tra OCV: Cell pin sau khi quét mã được chuyển đến khu vực kiểm tra điện áp hở mạch (OCV). Thiết bị kiểm tra tự động thực hiện phép đo điện áp và nội trở, đồng thời hệ thống đồng bộ hóa dữ liệu đo với mã QR tương ứng của cell. Toàn bộ dữ liệu được lưu trữ nhằm phục vụ cho công tác thống kê, truy xuất và đánh giá chất lượng.
Phân loại theo cấp/hạng: Sau khi kiểm tra, robot gắp sẽ phân loại các cell pin theo mức điện áp khác nhau vào các băng tải phân loại tương ứng, đưa vào các ngăn chứa thành phẩm. Quy trình này được lặp lại liên tục.
Dán keo thủ công: Nhân viên tiến hành dán băng dính giấy thủ công tại các vị trí được chỉ định để cố định cell pin. Vật liệu băng dính được sử dụng phải đạt yêu cầu cách điện và chịu nhiệt. Sau bước này, sản phẩm sẽ được chuyển đến khu vực xếp chồng cell để tạo thành mô-đun.
Xếp chồng thủ công: Các cell pin được xếp chồng thủ công theo cấu trúc mô- đun thiết kế, đảm bảo cực tính được bố trí chính xác (âm – dương xen kẽ). Nhân viên thao tác phải sử dụng găng tay chống tĩnh điện để tránh gây xước hoặc phóng điện không mong muốn. Sau khi hoàn tất xếp chồng, mô-đun được đưa vào máy ép định hình.
Máy ép định hình mô-đun pin: Pallet được truyền đến máy siết mô-đun theo chương trình đã định sẵn, nhân viên đặt các cell và bảng đầu cực vào khu vực cấp liệu theo đúng hướng quy định, sau đó đặt lên máy siết mô-đun. Sau khi đặt xong, vận hành siết bằng cách nhấn nút khởi động để thực hiện siết theo thông số đã thiết lập trước. Sau khi hoàn tất siết, nhấn nút để chuyển mô-đun lên dây chuyền.
Vị trí làm việc dự phòng: Đây là khu vực trung gian để kiểm tra lỗi nhanh bằng cách kiểm tra cảm quan của công nhân để tìm ra lỗi trước khi chuyển đến công đoạn kế tiếp. Vị trí này giúp dây chuyền hoạt động liên tục, giảm thời gian dừng máy và tạo thuận lợi khi phát sinh tình huống cần thao tác thủ công.
Chuyển tuyến xử lý lỗi/ Làm lại hàng lỗi: Các mô-đun bị phát hiện lỗi trong quá trình kiểm tra hoặc ép định hình sẽ được tự động chuyển đến tuyến xử lý lỗi. Tại đây, nhân viên tiến hành sửa lỗi, thay thế hoặc tái ép mô-đun trước khi đưa trở lại dây chuyền chính. Công đoạn này giúp giảm tỷ lệ loại bỏ, tiết kiệm vật tư và tăng hiệu quả sản xuất. Đối với những sản phẩm lỗi không xử lý được sẽ được thải bỏ về kho chất thải nguy hại.
Làm sạch cực tính bằng CCD phóng đại: Mô-đun pin được đưa đến trạm làm sạch và kiểm tra cực tính bằng hệ thống thị giác CCD. CCD thực hiện quét từ trên xuống dưới, di chuyển theo trục X và Y, chụp ảnh mã QR trên cell pin, giải mã và lưu vào cơ sở dữ liệu. Hệ thống sẽ xác định xem cách sắp xếp cực dương và cực âm trên mô-đun có chính xác hay không. Sau đó, lưu tọa độ đánh dấu (Mark) của mô-đun pin, cung cấp cho công đoạn sau sử dụng. Tự động phát hiện và loại bỏ mô-đun lỗi, di chuyển từ băng tải lên khu vực sửa lỗi để xử lý. Cuối cùng, bật chức năng làm sạch laser cực pin, bắt đầu làm sạch dầu mỡ và lớp ôxi hóa trên cực pin.
Quy trình làm sạch laser cực pin:
Bước 1: Định vị và nhận dạng cell pin
CCD camera quét mã QR, xác định vị trí chính xác của cực dương và cực âm.
Hệ thống căn chỉnh vị trí bằng tọa độ X–Y để đầu laser chiếu đúng vùng cần làm sạch.
Bước 2: Kích hoạt đầu làm sạch laser
Hệ thống điều khiển bật đầu laser
Tia laser quét trên bề mặt cực pin theo mẫu được lập trình
Bước 3: Bốc bay lớp bẩn và oxi hóa
Năng lượng xung laser cao làm vật chất trên bề mặt bốc hơi.
Lớp kim loại nền (đồng hoặc nhôm) gần như không bị ảnh hưởng vì năng lượng được điều chỉnh chính xác.
Bước 4: Hút bụi có sẵn trong máy và kiểm tra bề mặt sau làm sạch
Hệ thống hút chân không loại bỏ khói và hạt vật chất.
CCD kiểm tra lại vùng vừa làm sạch, nếu đạt yêu cầu → chuyển sang công đoạn kế tiếp. Nếu chưa đạt → báo lỗi và chuyển tuyến xử lý.
Nguyên lý hoạt động: Dựa trên hiện tượng hấp thụ năng lượng ánh sáng laser của lớp bẩn - lớp này hấp thụ mạnh hơn so với kim loại nền, nên khi chiếu laser, lớp bẩn bị nhiệt hóa và bốc bay, còn lớp kim loại nền chỉ bị ảnh hưởng rất ít. Sau khi làm sạch hoàn tất, sản phẩm tiếp tục vào vị trí tiếp theo. Cần có công nhân hỗ trợ thao tác ở vị trí tiếp theo.
Kiểm tra cực tính bằng laser: Trước khi hàn, hệ thống laser kiểm tra lại định vị cực tính và vị trí hàn để đảm bảo độ chính xác tuyệt đối. Kết quả được gửi trực tiếp đến bộ điều khiển trung tâm, cho phép hiệu chỉnh tọa độ hàn tự động.
Hệ thống laser kiểm tra cực tính hoạt động dựa trên nguyên lý đo tam giác laser kết hợp phân tích tín hiệu phản xạ ánh sáng. Khi cell pin được cố định tại vị trí kiểm tra, tia laser được phát ra chiếu lên bề mặt cực pin. Ánh sáng phản xạ trở lại sẽ được bộ cảm biến quang học hoặc camera thu nhận. Dựa vào cường độ phản xạ và vị trí điểm phản xạ trên cảm biến, hệ thống tính toán chính xác khoảng cách, hình dạng và vị trí tọa độ X–Y–Z của cực pin. Sự khác biệt về đặc tính phản xạ giữa các vật liệu (nhôm – cực dương, đồng – cực âm) cho phép hệ thống xác định đúng cực tính. Toàn bộ dữ liệu được truyền về bộ điều khiển trung tâm để hiệu chỉnh tọa độ hàn tự động, đảm bảo đầu hàn hoạt động chính xác tuyệt đối và tránh nhầm cực trong quá trình hàn mô-đun pin.
Hàn cell pin: Nhà máy sử dụng 2 loại máy hàn cell pin đó là: máy hàn laser và máy hàn điểm.
Đối với máy hàn laser (dùng cho pin lớn): Khi pallet đi vào trạm hàn, được chặn lại bằng xy-lanh khí và cơ cấu nâng đưa mô-đun lên vị trí hàn. Công nhân lắp thanh đồng vào vị trí tương ứng, sau đó nhấn nút xác nhận để bắt đầu quá trình. Cửa khí nén của buồng hàn đóng kín, đảm bảo an toàn trước tia laser. Hệ thống trục hàn bốn trục gắn CCD định vị điểm hàn, thực hiện chụp ảnh, tính toán khoảng cách, di chuyển đến vị trí tọa độ, sau đó kẹp và nén khí để hàn các cực của cell.
Nguyên lý hoạt động:
Quá trình hàn laser hoạt động dựa trên nguyên lý tập trung năng lượng ánh sáng laser có mật độ năng lượng cao lên vùng tiếp xúc giữa cực pin và đồng. Khi tia laser hội tụ tại điểm hàn, năng lượng quang học được hấp thụ và chuyển hóa thành nhiệt năng cục bộ, làm kim loại tại vị trí đó nóng chảy và hòa tan với nhau trong thời gian rất ngắn (chỉ vài phần nghìn giây). Sau khi tia laser ngắt, vùng kim loại nóng chảy nguội và kết tinh lại, tạo thành mối hàn bền vững có độ dẫn điện cao, cơ tính tốt và biến dạng nhiệt nhỏ.
Nhờ sử dụng hệ thống định vị CCD và điều khiển tự động theo trục bốn chiều, máy hàn laser đảm bảo độ chính xác cao, chất lượng mối hàn đồng đều, đồng thời giảm ảnh hưởng nhiệt lên cell pin, tăng độ an toàn và độ tin cậy cho mô-đun pin thành phẩm. Sau khi hàn xong, cơ cấu nâng hạ xuống, xy lanh khí nâng lên để ngăn pallet trượt. Cửa khí nén mở, pallet tiếp tục di chuyển.
Công đoạn này được hàn trong tủ kín và được lọc bằng lớp than hoạt tính được gắn kèm bên trong máy.
Đối với máy hàn điểm (dùng cho pin trụ): Công nhân sẽ trực tiếp đặt cell pin vào các vị trí hàn cell pin để bấm điểm.
Nguyên lý hoạt động:
Hàn điểm hoạt động dựa trên nguyên lý nhiệt điện trở. Khi dòng điện có cường độ rất lớn (8000 A) đi qua vùng tiếp xúc giữa hai bề mặt kim loại, do điện trở tiếp xúc cao, nhiệt lượng sinh ra làm cho kim loại tại vị trí đó nóng chảy cục bộ. Dưới tác dụng của áp lực ép của điện cực, hai bề mặt kim loại hòa tan, kết dính lại với nhau thành một mối hàn điểm nhỏ gọn. Sau khi dòng điện ngắt, kim loại nguội nhanh và kết tinh, tạo nên liên kết cơ – điện bền vững.
Tại công đoạn này sẽ phát sinh khí thải oxit kim loại nhờ vào phản ứng nóng chảy ở nhiệt độ cao với oxy trong không khí cần phải xử lý trước khi xả ra ngoài môi trường.
Công nhân kiểm tra điểm hàn, sản phẩm đạt yêu cầu sẽ chuyển sang công đoạn tiếp theo; sản phẩm lỗi sẽ được cơ cấu chuyển tải trên dây chuyền pallet chuyển đến vị trí lưu tạm lỗi, sau đó được xe đẩy chuyển đến khu vực lưu tạm để sửa chữa.
Công nhân kiểm tra điểm hàn, sản phẩm đạt yêu cầu sẽ chuyển sang công đoạn tiếp theo; sản phẩm lỗi sẽ được cơ cấu chuyển tải trên dây chuyền pallet chuyển đến vị trí lưu tạm NG, sau đó được xe đẩy chuyển đến khu vực lưu tạm để sửa chữa.
Kiểm tra thủ công sau hàn: Công nhân thực hiện kiểm tra trực quan chất lượng mối hàn, bao gồm hình dạng, màu sắc, độ bám dính và dấu vết cháy. Các mối hàn không đạt yêu cầu sẽ được đánh dấu để xử lý lại.
Kiểm tra độ bền điện môi/ cách điện EOI: Trạm EOL (End of Line) tiến hành kiểm tra điện áp, cách điện, nội trở và độ chịu áp của mô-đun pin.
|
TT |
Hạng mục kiểm tra |
Yêu cầu kỹ thuật |
Điều kiện kiểm tra |
|
1 |
Kiểm tra điện áp tổng mô-đun |
5V ≤ U ≤ 300V |
Đo điện áp giữa cực dương (+) và cực âm (-) của mô-đun |
|
2 |
Kiểm tra nội trở mô- đun |
Theo datasheet nhà SX |
Đo nội trở xoay chiều giữa 2 cực của mô-đun |
|
3 |
Kiểm tra cách điện |
R ≥ 550MΩ @500VDC |
Điện trở cách điện giữa cực (+) và vỏ mô-đun, duy trì 5 giây |
|
4 |
Kiểm tra chịu áp |
Dòng rò ≤1mA |
Áp dụng điện áp (20U+1000)*1.41VDC trong 5 giây (U: điện áp vận hành tối đa) |
Các dữ liệu đo được ghi nhận và lưu trữ trong hệ thống để đánh giá chất lượng cuối cùng.
Vị trí làm việc dự phòng: Mô-đun đạt yêu cầu được lưu tạm tại vị trí dự phòng, chờ vận chuyển. Mô-đun không đạt được đánh dấu và chuyển ngược lại khu vực xử lý lỗi.
Vận chuyển mô-đun đến khu vực lắp ráp: Các mô-đun đạt tiêu chuẩn cuối cùng được vận chuyển đến khu vực lắp ráp hệ thống pin. Toàn bộ dữ liệu kiểm tra, hàn và đo lường được liên kết với mã QR để đảm bảo truy xuất nguồn gốc và theo dõi chất lượng lâu dài.
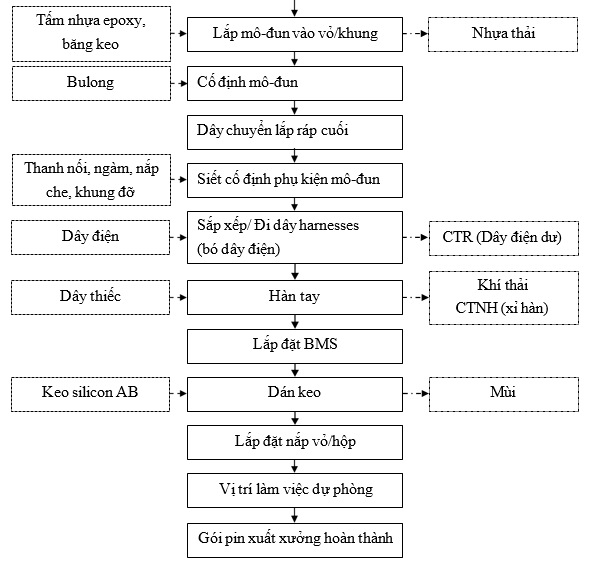
Lắp mô-đun vào vỏ/khung: Các mô-đun pin được đưa vào khung hoặc vỏ định hình sẵn. Trong giai đoạn này, sử dụng băng keo để cố định tấm nhựa epoxy được sử dụng để cách điện giữa các thành phần, đồng thời tăng độ bền cơ học và khả năng chống rung. Những tấm nhựa epoxy bị lỗi, hỏng sẽ được loại bỏ theo chất thải rắn công nghiệp thông thường.
Cố định mô-đun: Sau khi mô-đun được định vị trong khung, công nhân tiến hành cố định bằng bulong, chốt nhằm bảo đảm độ chắc chắn và an toàn trong quá trình vận hành. Dây chuyển lắp ráp cuối: Mô-đun sau khi được cố định được chuyển sang dây chuyền lắp ráp cuối để hoàn thiện các công đoạn cơ khí và điện. Ở bước này, kỹ thuật viên kiểm tra lại độ ổn định, vị trí, và tính đồng bộ của toàn bộ cụm mô-đun.
Siết cố định phụ kiện mô-đun: Các phụ kiện như thanh nối, ngàm, nắp che, khung đỡ... được siết chặt bằng dụng cụ chuyên dụng. Bước này nhằm đảm bảo mô-đun đạt độ an toàn cơ học cao nhất trước khi kết nối điện
Sắp xếp/ Đi dây harnesses (bó dây điện): Bộ dây điện được bố trí, sắp xếp theo sơ đồ thiết kế để đảm bảo tính gọn gàng, an toàn và dễ kiểm tra sau này. Trong quá trình này, dây điện dư được cắt bỏ và thu gom về kho chất thải rắn công nghiệp thông thường và xử lý theo định pháp luật.
Hàn tay: Sử dụng máy hàn cầm tay để gắn kết các dây điện với bộ phận pin. Quá trình này sẽ phát sinh khí thải như CO, NOx hợp chất dung môi,… được thu gom và xử lý qua hệ thống hút lọc chuyên dụng. Và phát sinh xỉ hàn được thu gom về kho chất thải nguy hại và được xử lý theo quy định pháp luật.
Lắp đặt BMS: Bộ quản lý pin (BMS) được lắp đặt vào hệ thống, kết nối với các cực pin và dây dẫn tương ứng. BMS đảm nhận vai trò giám sát điện áp, dòng điện, nhiệt độ và tình trạng sạc/xả của pin nhằm bảo vệ toàn bộ hệ thống trong quá trình sử dụng.
Dán keo: Sau khi hoàn thiện các bước điện – cơ, keo silicon AB được sử dụng để trám kín, chống ẩm, và cố định một số vị trí quan trọng nhằm tăng khả năng cách điện và độ bền của sản phẩm. Công đoạn này được thực hiện ở nhiệt độ thường và theo MSDS của keo được đính kém theo phụ lục báo cáo cho thấy keo không chứa các thành phần gây hại tới sức khỏe con người.
Lắp đặt nắp vỏ/hộp: Nắp vỏ được lắp đặt và cố định lên mô-đun, hoàn thiện cấu trúc bên ngoài của sản phẩm. Quá trình này được thực hiện cẩn trọng để đảm bảo độ kín, tránh xâm nhập bụi và hơi ẩm.
Vị trí làm việc dự phòng: Sản phẩm pin sau khi hoàn thiện được đưa đến khu vực kiểm tra hoặc lưu kho tạm để thực hiện bước kiểm định chất lượng, thử tải và nghiệm thu trước khi xuất xưởng.
Gói pin xuất xưởng hoàn thành: Sau khi qua các khâu kiểm định đạt yêu cầu, sản phẩm pin được đóng gói theo tiêu chuẩn kỹ thuật, dán nhãn và chuyển đến kho xuất để sẵn sàng giao cho khách hàng.
* Các loại chất thải phát sinh trong quá trình sản xuất:
- Bụi, khí thải: Phát sinh từ quá trình hàn điểm cell pin và hàn thiếc cầm tay và quá trình làm sạch CCD. Hơi hữu cơ phát sinh từ quá trình dán keo.
- Chất thải rắn công nghiệp thông thường: Nhựa thải phát sinh từ công đoạn lắp mô-đun vào vỏ/khung; Dây điện dư phát sinh từ công đoạn sắp xếp/ Đi dây harnesses (bó dây điện).
- Chất thải nguy hại: Xỉ hàn phát sinh từ quá trình hàn thiếc.
- Tiếng ồn: Phát sinh từ các hoạt động sản xuất.
3.2.2.Sản xuất thiết bị điện
Lắp ráp thiết bị điện, bao gồm bộ sạc điện cho ắcquy và pin.
Quy trình công nghệ:
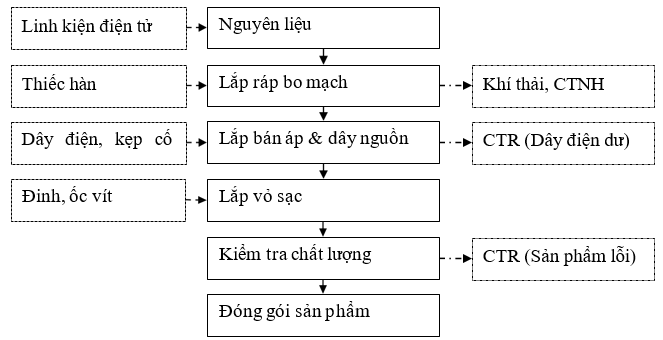
Hình 1. 6. Quy trình sản xuất thiết bị điện
Thuyết minh quy trình:
Nguyên liệu: Nguyên liệu đầu vào bao gồm linh kiện điện tử, thiếc hàn và dây điện. Tất cả được kiểm tra chất lượng đầu vào (IQC) để đảm bảo đạt yêu cầu về kỹ thuật, kích thước và độ an toàn điện. Các linh kiện được sắp xếp, phân loại và cấp phát cho từng khu vực sản xuất theo lệnh sản xuất cụ thể.
Lắp ráp bo mạch: Ở công đoạn này, các linh kiện điện tử (điện trở, tụ điện, diode, IC, cuộn cảm…) được gắn và hàn cố định lên bo mạch theo sơ đồ thiết kế kỹ thuật. Quá trình hàn sử dụng dây thiếc hàn, sẽ làm phát sinh khói hàn được thu gom và xử lý trước khi xả ra môi trường; xỉ hàn sẽ được thu gom về kho chất thải nguy hại và xử lý theo quy định pháp luật. Công nhân thực hiện công việc này được trang bị bảo hộ lao động đầy đủ, như khẩu trang than hoạt tính và găng tay chống tĩnh điện.
Lắp bán áp & dây nguồn: Sau khi bo mạch được hoàn thiện, công nhân tiến hành lắp biến áp, cuộn dây nguồn và các đầu kết nối. Các bộ phận này được cố định chắc chắn bằng kẹp nhựa hoặc keo cách điện chuyên dụng.
Trong quá trình thao tác, có thể phát sinh chất thải rắn công nghiệp thông thường như đầu dây đồng thừa, thiếc hàn dư, linh kiện lỗi hoặc mảnh nhựa có chứa kim loại. Tất cả được thu gom, phân loại, lưu giữ trong thùng chứa chuyên dụng có dán nhãn cảnh báo và định kỳ chuyển giao cho đơn vị có chức năng xử lý.![]()
Lắp vỏ sạc: Bo mạch sau khi lắp đầy đủ linh kiện được đặt vào vỏ sạc bằng nhựa hoặc kim loại. Các chi tiết được cố định bằng ốc vít nhằm bảo đảm sự ổn định và kín khít của sản phẩm.
Công đoạn này đòi hỏi độ chính xác cao để tránh sai lệch vị trí hoặc kẹt dây điện trong quá trình lắp vỏ. Sau khi hoàn tất, sản phẩm được kiểm tra sơ bộ về độ chắc chắn, ngoại quan và tính đồng nhất.
Kiểm tra chất lượng: Bộ phận kiểm định chất lượng (QC) thực hiện kiểm tra điện áp đầu ra, dòng điện sạc, khả năng cách điện và độ ổn định của sản phẩm. Ngoài ra, sản phẩm còn được kiểm tra về độ an toàn nhiệt, chống rò điện và khả năng chịu tải trong điều kiện thực tế.
Những sản phẩm đạt tiêu chuẩn kỹ thuật được phép chuyển sang công đoạn tiếp theo; sản phẩm không đạt được tách riêng để sửa chữa hoặc loại bỏ theo chất thải rắn công nghiệp thông thường.
Đóng gói sản phẩm: Các bộ sạc đạt yêu cầu được đóng gói hoàn chỉnh và chuyển đến kho lưu trữ. Công đoạn đóng gói phải đảm bảo chống ẩm, chống bụi và bảo vệ sản phẩm trong quá trình vận chuyển. Các vật liệu đóng gói thừa như bao bì, băng dính, hộp giấy lỗi được thu gom để tái sử dụng hoặc xử lý theo quy định.
* Các loại chất thải phát sinh trong quá trình sản xuất:
- Khí thải: Phát sinh từ công đoạn lắp ráp bo mạch.
- Chất thải rắn công nghiệp thông thường: Phát sinh từ công đoạn lắp bán áp & dây nguồn, kiểm tra chất lượng.
- Chất thải nguy hại: Xỉ hàn phát sinh từ công đoạn lắp ráp bo mạch.
- Tiếng ồn: Phát sinh từ các hoạt động sản xuất.
3.3.Sản phẩm của dự án

Hình 1. 8. Một số hình ảnh của bộ sạc điện
4.Nguyên liệu, nhiên liệu, vật liệu, phế liệu, điện năng, hóa chất sử dụng, nguồn cung cấp điện, nước của dự án đầu tư:
4.1.Nguyên liệu, nhiên liệu, vật liệu, phế liệu, điện năng, hóa chất sử dụng, nguồn cung cấp điện, nước của dự án đầu tư trong giai đoạn cải tạo kho chất thải và lắp đặt máy móc thiết bị
Dự án sử dụng nhà xưởng đã được công ty TNHH Infor Platics xây dựng sẵn. Vì vậy, trong giai đoạn này dự án chỉ thực hiện công đoạn lắp đặt máy móc thiết bị và cải tạo nhà kho.
4.1.1.Nhu cầu sử dụng nước của dự án trong giai đoạn cải tạo kho chất thải và lắp đặt máy móc, thiết bị.
Nguồn cung cấp: Nguồn cấp nước sạch cho dự án là hạ tầng cấp nước sạch của KCN Thái Hà.
-Nhu cầu sử dụng nước:
Giai đoạn lắp đặt máy móc, thiết bị có nhu cầu sử dụng 5 người. Theo QCVN 01:2021/BXD Quy chuẩn kỹ thuật quốc gia về quy hoạch xây dựng của Bộ Xây dựng thì tiêu chuẩn cấp nước cho giai đoạn này là 80 lít/người/ngày đêm, tuy nhiên Dự án chỉ thực hiện xây dựng 01 ca/ngày, vậy chọn tiêu chuẩn cấp nước sinh hoạt cho giai đoạn xây dựng của Dự án là 40 lít/người/ngày. Vậy nhu cầu sử dụng nước cấp cho sinh hoạt của dự án là: 5 x 40 = 200 (lít/ngày đêm) = 0,2 (m3/ngày đêm)
>>> XEM THÊM: Báo cáo đánh giá tác động môi trường dự án nhà máy sản xuất ống thép
Báo cáo đề xuất cấp giấy phép môi trường (GPMT) đối với nhà máy sản xuất, lắp ráp pin và sản xuất thiết bị điện, điện tử là một nội dung quan trọng nhằm đảm bảo dự án được triển khai phù hợp với các quy định pháp luật về bảo vệ môi trường, đồng thời kiểm soát hiệu quả các tác động phát sinh trong suốt quá trình hoạt động. Trong bối cảnh ngành công nghiệp điện – điện tử phát triển nhanh, việc đầu tư xây dựng nhà máy theo hướng hiện đại, tiên tiến và thân thiện với môi trường không chỉ là yêu cầu bắt buộc về pháp lý mà còn là yếu tố then chốt để nâng cao năng lực cạnh tranh và phát triển bền vững.
CÔNG TY CỔ PHẦN TƯ VẤN ĐẦU TƯ & THIẾT KẾ XÂY DỰNG MINH PHƯƠNG
Địa chỉ: 28B Mai Thị Lựu - Khu phố 7, Phường Tân Định, TP.HCM
Hotline: 0903 649 782 - 028 3514 6426
Email: nguyenthanhmp156@gmail.com ,
Website: www.minhphuongcorp.com



Tin liên quan
- › Quy hoạch khu công nghiệp - Cơ sở pháp lý, nội dung lập quy hoạch và quy trình thực hiện
- › Mẫu đơn đề nghị sử dụng đất kết hợp đa mục đích năm 2025
- › Báo cáo đề xuất cấp GPMT dự án sản xuất ống nhựa xây dựng
- › Báo cáo đề xuất cấp GPMT nhà máy nước tinh khiết, thảo dược
- › Báo cáo đề xuất cấp GPMT dự án khai thác đá vôi
- › Mẫu kế hoạch phòng cháy chữa cháy của doanh nghiệp mới nhất 2025?
Bình luận (0)
HOTLINE

HOTLINE
0903 649 782




HOTLINE
HOTLINE
0903 649 782






Gửi bình luận của bạn