Báo cáo đánh giá tác động môi trường của dự án Nhà máy sản xuất ván ép xuất khẩu
Báo cáo đánh giá tác động môi trường của dự án Nhà máy sản xuất ván ép xuất khẩu với công suất 50.000m3 thành phẩm/năm. Cung cấp ván ép công nghiệp ra thị trường trong nước và xuất khẩu.
Ngày đăng: 12-08-2024
1,051 lượt xem
1.1.1. Tên dự án.............................................. 4
1.1.2. Chủ dự án............................................... 4
1.1.3. Địa điểm thực hiện dự án..................................... 4
1.2. NỘI DUNG CHỦ YẾU CỦA DỰ ÁN........................... 4
1.2.1. Mục tiêu của dự án.......................................... 4
1.2.2. Quy mô của dự án..................................................... 5
1.3. Công nghệ sản xuất của dự án....................................... 7
1.4. Đánh giá việc lựa chọn công nghệ, hạng mục công trình và hoạt động
của dự án đầu tư có khả năng tác động xấu đến môi trường..................... 9
1.5. Biện pháp thi công............................................................................. 9
1.6. Tiến độ thực hiện dự án................................................................ 11
1.7. Vốn đầu tư của dự án:.............................................................. 12
1.8. Tổ chức quản lý và thực hiện dự án......................................... 12
ĐIỀU KIỆN TỰ NHIÊN, KINH TẾ - XÃ HỘI VÀ HIỆN TRẠNG MÔI TRƯỜNG KHU VỰC THỰC HIỆN DỰ ÁN
2.1. ĐIỀU KIỆN TỰ NHIÊN..................................................................... 14
2.1.1. Điều kiện về địa lý, địa hình............................................................. 14
2.1.2. Điều kiện về khí hậu............................................................... 14
2.2. HIỆN TRẠNG MÔI TRƯỜNG VÀ TÀI NGUYÊN SINH VẬT KHU VỰC DỰ ÁN 14
2.2.1. Hiện trạng môi trường............................................................... 14
2.2.2. Hiện trạng tài nguyên sinh vật........................................... 14
ĐÁNH GIÁ, DỰ BÁO TÁC ĐỘNG MÔI TRƯỜNG CỦA DỰ ÁN VÀ ĐỀ XUẤT
CÁC BIỆN PHÁP, CÔNG TRÌNH BẢO VỆ MÔI TRƯỜNG, ỨNG PHÓ SỰ CỐ MÔI TRƯỜNG
3.1. ĐÁNH GIÁ TÁC ĐỘNG VÀ ĐỀ XUẤT CÁC BIỆN PHÁP, CÔNG TRÌNH BẢO
VỆ MÔI TRƯỜNG TRONG GIAI ĐOẠN THI CÔNG XÂY DỰNG................... 15
3.1.1. Đánh giá, dự báo tác động môi trường................................................... 15
3.1.1.1. Đánh giá tác động môi trường từ nguồn có liên quan đến chất thải................ 15
3.1.1.3. Đánh giá tác động môi trường không liên quan đến chất thải.................. 15
3.1.2. Các công trình, biện pháp bảo vệ môi trường đề xuất thực hiện.................... 17
3.1.2.1. Biện pháp giảm thiểu tác động từ nguồn có liên quan đến chất thải............. 17
3.1.2.3. Biện pháp giảm thiểu tác động từ nguồn không liên quan đến chất thải........ 19
3.1.2.4. Biện pháp giảm thiểu tác động từ các rủi ro, sự cố môi trường...................... 20
3.2. ĐÁNH GIÁ TÁC ĐỘNG VÀ ĐỀ XUẤT BIỆN PHÁP, CÔNG TRÌNH BẢO VỆ
MÔI TRƯỜNG TRONG GIAI ĐOẠN DỰ ÁN ĐI VÀO VẬN HÀNH............ 20
3.2.1. Đánh giá, dự báo tác động môi trường.................................................. 20
3.2.1.1. Đánh giá, dự báo tác động của các nguồn phát sinh chất thải..................... 20
3.2.1.2. Đánh giá, dự báo tác động của các nguồn không liên quan đến chất thải........ 21
3.2.1.3. Đánh giá, dự báo tác động bởi các rủi ro, sự cố môi trường........................ 22
3.2.2. Các công trình, biện pháp bảo vệ môi trường đề xuất thực hiện..................... 24
CHƯƠNG TRÌNH QUẢN LÝ VÀ GIÁM SÁT MÔI TRƯỜNG.......................... 26
Chương 1
THÔNG TIN CHUNG VỀ DỰ ÁN ĐẦU TƯ
1.1.THÔNG TIN CHUNG VỀ DỰ ÁN
1.1.1.Tên dự án
NHÀ MÁY SẢN XUẤT VÁN ÉP XUẤT KHẨU
1.1.2.Chủ dự án
+ Chủ dự án: Công ty TNHH SX & TM .....
+ Quyết định chấp thuận chủ trương đầu tư đồng thời chấp thuận nhà đầu tư: Quyết định số 03/QĐ-KKT ngày 05/01/2024 của Ban quản lý Khu kinh tế tỉnh Hà Tĩnh.
1.1.3.Địa điểm thực hiện dự án
+ Địa điểm: ............... thuộc Quy hoạch phân khu xây dựng Khu công nghiệp Gia Lách, huyện Nghi Xuân, tỉnh Hà Tĩnh.

Hình 1. Vị trí thực hiện dự án
1.2 NỘI DUNG CHỦ YẾU CỦA DỰ ÁN
1.2.1.Mục tiêu của dự án
1.2.2.Quy mô của dự án
Công suất sản xuất:
Công suất sản xuất của dự án: Đầu tư xây dựng nhà máy sản xuất gỗ với công suất 50.000m3 thành phẩm/năm, chia làm 02 giai đoạn:
+ Giai đoạn 1: Công suất 20.000 m3 thành phẩm/năm;
+ Giai đoạn 2: Nâng công suất nhà máy lên đạt 50.000 m3 thành phẩm/năm (sau khi giai đoạn 1 của dự án đưa vào hoạt động 05 năm).
Sản phẩm, dịch vụ cung cấp: Cung cấp ván ép công nghiệp ra thị trường trong nước và xuất khẩu.
Quy mô sử dụng đất:
- Diện tích quy hoạch: 43.152m2
- Diện tích xây dựng: 22.280m2
- Diện tích sàn: 22.880m2
- Tầng cao tối đa: 1-2 tầng.
- Mật độ xây dựng: 51,63%.
- Hệ số sử dụng đất: 0,53 lần.
Các hạng mục công trình của dự án
|
STT |
Hạng mục |
Diện tích (m2) |
Tầng cao |
Tỷ lệ% |
|
1 |
Cổng vào số 1 |
|
|
|
|
2 |
Cổng vào số 2 |
|
|
|
|
3 |
Nhà bảo vệ |
40 |
1 |
0,09% |
|
4 |
Nhà văn phòng |
600 |
2 |
1,39% |
|
5 |
Xưởng bóc |
300 |
1 |
0,70% |
|
6 |
Nhà xưởng sản xuất và kho thành phẩm (Giai đoạn 1) |
7.980 |
1 |
18,49% |
|
7 |
Nhà xưởng sản xuất và kho thành phẩm (Giai đoạn 2) |
12.540 |
1 |
29,06% |
|
8 |
Khu phụ trợ |
780 |
1 |
1,81% |
|
9 |
Bãi tập kết gỗ |
620,01 |
|
1,44% |
|
10 |
Hệ thống XLNT |
100 |
|
0,23% |
|
11 |
Cây xanh |
9.115,31 |
|
21,12% |
|
STT |
Hạng mục |
Diện tích (m2) |
Tầng cao |
Tỷ lệ% |
|
12 |
Sân đường nội bộ |
10.565,69 |
|
24,48% |
|
13 |
Hồ nước tiểu cảnh |
47,5 |
|
0,11% |
|
14 |
Nhà bơm + Bể nước PCCC |
40 |
1 |
0,09% |
|
15 |
Hố điều hòa |
217,5 |
|
0,50% |
|
16 |
Trạm cân |
126 |
|
0,29% |
|
17 |
Bãi đỗ xe |
80 |
|
0,19% |
|
|
Tổng cộng |
43.152 |
|
100,00% |
Các hạng mục công trình của dự án:
-Nhà máy sản xuất ván ép GĐ1:
Nhà máy sản xuất ván ép GĐ1 với diện tích 7.980m2 có tổng công suất 20.000m3 thành phẩm/ năm;
-Nhà máy sản xuất ván ép GĐ2:
Nhà máy sản xuất ván ép GĐ2 với diện tích 12.540m2 có tổng công suất lên đạt 50.000m3 thành phẩm/ năm ( sau khi giai đoạn 1 của dự án đi vào hoạt động 05 năm);
- Nhà văn phòng:
Diện tích xây dựng 600 m2 với quy mô 2 tầng.
Nhà được xây bao che bằng tường gạch mác 75 dày 220 với vữa xi măng mác 50, trát trong và ngoài vữa xi măng mác 50 dày 15mm.
Kết cấu nhà bê tông cốt thép, tường được xây bằng gạch không nung dốc
Phần mái: Xà gồ thép, mái lợp tôn múi sóng vuông, dày 0.42mm.- Tôn che đầu hồi lợp bằng tôn múi sóng vuông dày 0.45mm.
- Nền được đổ bê tông cốt thép M=200, dày 250 mm, dưới là lớp bê tông đá 4x6 mác 100, dày 100.
- Xưởng bóc :
Diện tích xây dựng 300m2. Nhà thiết kế 1 tầng, chiều cao tầng là 3,9m. Nền đổ bê tông cốt thép dày 200mm. Mái lợp tôn sóng dày 0,45mm, xà gồ mái sử dụng xà gồ thép mạ kẽm quy cách 30x60x1,2mm.
Tường bao che của xưởng bóc sử dụng hệ khung xà gồ thép mạ kẽm 50x100x1,4mm và tôn sóng dày 0,45mm.
- Trạm cân:
Khung kết cấu bằng thép kết cấu theo dạng nhiều module rất vững chắc, dễ vận chuyển và lắp đặt
Kích thước bàn cân 4,5 x 28m Dần chịu lực chính: I=400
Độ dày tole mặt cân: 10cm (Thép CT3 nhập khẩu) Màn hình hiện thị bằng Inox có độ phân giả cao.
Cảm ứng lực điện tử bằng hợp kim chuyên dụng, phù hợp với môi trường Việt Nam.
Quá tải an toàn: > 150% mức tải trong thiết kế.
- Nhà bảo vệ :
Mặt bằng nhà hình chữ nhật kích thước 4 x 5 m. Nhà thiết kế 1 tầng, chiều cao tầng là 3,0m. Nền lát gạch 400x400mm. Mái lợp tôn sóng dày 0,45mm.
Tường bao che và tường thu hồi xây gạch không nung, VXM mác 50, hệ thống xà gồ mái bằng thép hộp mạ kẽm 40x80x1,2mm.
-Khu phụ trợ :
Mặt bằng nhà hình chữ nhật kích thước 31,2 x 25 m. Nhà thiết kế 1 tầng, chiều cao tầng là 3,9m. Nền đổ bê tông cốt thép dày 200mm. Mái lợp tôn sóng dày 0,45mm, xà gồ mái sử dụng xà gồ thép mạ kẽm quy cách 30x60x1,2mm.
Tường bao che của khu phụ trợ sử dụng kết hợp kết cấu tường gạch trát vữa cao 2m, trên 2m sử dụng khung xà gồ thép mạ kẽm 50x100x1,4mm và tôn vách ngăn các phòng chức năng riêng biệt.
-Sân đường nội bộ:
Sân đường nội bộ có diện tích 10.691,69 m2 sử dụng kết cấu bê tông nhựa nóng M300.
-Cây xanh cách ly:
Diện tích cây xanh là 9.115,31m2. Đất cây xanh nhằm tạo cảnh quan, cách ly với khu vực xung quanh và bảo vệ môi trường.
* Hiện trạng sử dụng đất:
Vị trí khu đất đề xuất thực hiện dự án có tổng diện tích 43.152m2 tại Lô CN-34, CN-35 thuộc Quy hoạch phân khu xây dựng Khu công nghiệp Gia Lách (tỷ lệ 1/2.000), huyện Nghi Xuân, tỉnh Hà Tĩnh. Theo Quy hoạch sử dụng đất thời kỳ 2021-2030 huyện Nghi Xuân được UBND tỉnh phê duyệt tại Quyết định số 2552/QĐ-UBND ngày 14/12/2020 thì khu đất đề xuất quy hoạch là đất công nghiệp. Hiện trạng khu đất là đất sản xuất nông nghiệp đã giao cho các hộ dân sản xuất ổn định và đất kênh mương nội đồng. Theo tiến độ dự án, Nhà đầu tư sẽ phối hợp với cơ quan có thẩm quyền để thực hiện thu hồi đất, bồi thường giải phóng mặt bằng theo quy định cho các hộ dân có đất bị ảnh hưởng bởi dự án.
1.3.Công nghệ sản xuất của dự án
Quy trình sản xuất ván ép plywood gồm các công đoạn sau:
- Công đoạn sơ chế và bóc tách nguyên liệu:
Gỗ nguyên liệu được đưa vào máy bóc ván chuyên dụng để bóc thành các tấm ván bóc (ván lạng). Các tấm ván bóc này có độ dày trung bình từ 1,2-3,0 mm và kích thước là 1.270x640 mm.
Hệ thống máy bóc plywood được nhập khẩu nguyên chiếc từ Trung Quốc, áp dụng công nghệ điều khiển điện tử. Nguyên lý hoạt động của máy là cắt quay tròn khúc gỗ, lột khúc gỗ thành dải ván dài có độ dày nhỏ dưới 5 mm. Tốc độ bóc ván dao động từ 50m/phút – 120m/phút.
- Công đoạn sấy ván bóc:
Ván bóc nguyên liệu sau khi bóc thường có độ ẩm trên 20%. Vì vậy, ván sẽ được xử lý sấy triệt để bằng hệ thống sấy ván Rulo tự động cho độ ẩm đầu ra xuống dưới 12%. Hệ thống sấy ván được cấp nhiệt từ lò hơi. Ván được sấy ở nhiệt độ cao 100- 150oC, dưới lực ép liên tục từ các thanh bàn ép cho bề mặt tấm ván gỗ phẳng đều không bị cong vênh như ván chỉ được phơi bình thường.
Sau khi sấy, một phần các tấm ván bóc nhỏ kích thước 1.270x640 mm sẽ được may hoặc nối lại thành các tấm lớn kích thước 1.270x2.500 mm và được đưa sang công đoạn tiếp theo.
- Công đoạn tuốt keo, tổ hợp ván:
Để các tấm ván có thể kết dính với nhau, Công ty sử dụng keo dán gỗ (keo ure formaldehyde) để kết dính các tấm ván thành tổ hợp ván. Các tấm ván bóc sau sấy sẽ được đưa qua máy lăn keo. Máy có chức năng phủ đầy và đều keo lên bề mặt của các tấm ván bóc.
Sau khi được lăn keo, các tấm ván sẽ được chuyển đến bộ phận tổ hợp ván nơi các công nhân sẽ sắp xếp các tấm ván nhỏ thành các lớp liền nhau khổ rộng 1.270x2.500 mm. Các lớp ván được xếp vuông góc với nhau để đảm bảo khả năng chịu của tấm ván.
- Công đoạn ép ván (ép nóng, ép nguội):
Đây là khâu quan trọng nhất trong quy trình sản xuất ván ép. Các tấm ván sau khi đã được tổ hợp sơ bộ sẽ trải qua quá trình ép bao gồm ép sơ bộ (ép định hình/ép nguội) và ép nóng. Keo dán dưới nhiệt độ cao sẽ hoạt động tạo ra sự kết dính đồng thời dưới tác động của lực ép lớn lên đến 15 kg/cm2 các lớp ván sẽ liên kết chặt chẽ đặc khít với nhau. Sau lần ép nóng thứ nhất (ép cốt) các tấm ván sẽ được xử lý chà phẳng và làm sạch trước khi được dán lớp ván mặt. Đây chính là lớp ván trang trí tạo ra giá trị thẩm mỹ cho các tấm ván ép.
- Công đoạn cắt cạnh và hoàn thiện sản phẩm:
Sau khi ván được ép mặt sẽ chuyển qua hệ thống cắt cạnh tự động. Kích thước sau cắt phổ biến là 1.220x2.440 mm. Sau khi được phân loại lần cuối, các tấm ván đạt tiêu chuẩn chất lượng sẽ được đai kiện lại và chuyển qua kho thành phẩm đợi ngày xuất hàng. Các tấm ván không đạt chất lượng sẽ được quay lại quy trình để sửa chữa hoặc đánh xuống phẩm cấp thấp hơn.
- Công đoạn kiểm tra sản phẩm:
Kiểm tra sản phẩm theo đúng tiêu chuẩn quy định của Việt Nam và các nước xuất khẩu như thị trường Hàn Quốc, Nhật Bản, EU...
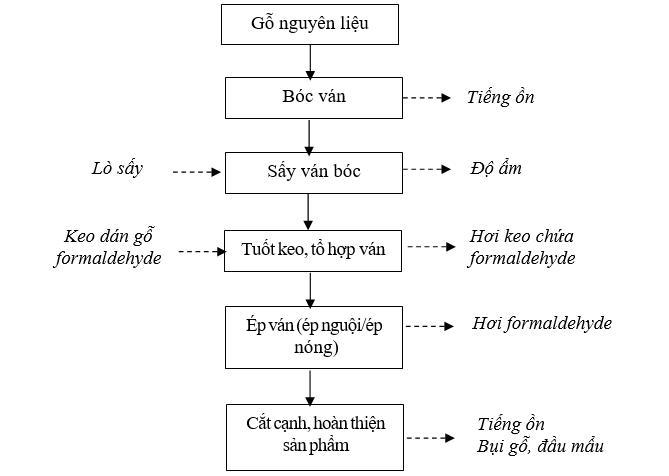
Sơ đồ quy trình sản xuất ván ép plywood
1.4.Đánh giá việc lựa chọn công nghệ, hạng mục công trình và hoạt động của dự án đầu tư có khả năng tác động xấu đến môi trường
Việc lựa chọn công nghệ thi công khác nhau có thể gây ra các tác động môi trường khác nhau trong quá trình thực hiện. Quá trình thiết kế đã lựa chọn các giải pháp công nghệ nhằm hạn chế tối đa các vấn đề môi trường có thể xảy ra trong quá trình thi công và phù hợp với điều kiện thực tế của dự án. Công nghệ thi công là những công nghệ phổ biến đảm bảo sự đáp ứng của các nhà thầu trong nước và tại địa phương.
Các giải pháp công nghệ thi công của dự án được lựa chọn nhằm hạn chế tối đa các vấn đề môi trường, rút ngắn thời gian thi công, phù hợp với điều kiện kinh tế kỹ thuật của dự án.
1.5.Biện pháp thi công
a) Chuẩn bị mặt bằng thi công
- Trước khi thi công tiến hành cắm cọc tim đường và cắm cọc tham khảo.
- Tiến hành rà phá bom mìn trong phạm vi mặt bằng thi công.
- Bố trí công trình, biện pháp bảo vệ nguồn nước, chuẩn bị bãi tập kết vật liệu thải.
- Xác định điểm lán trại, kho bãi tập kết nguyên vật liệu, máy móc thi công
- Bố trí cấp điện, cấp nước, thoát nước và xử lý nước thải cho khu vực thi công;
- Chuẩn bị các trang thiết bị an toàn: biển báo, hàng rào, thiết bị điều khiển giao thông, đèn...
- Tiến hành dọn dẹp mặt bằng, phát quang, nhổ cỏ, đào vét bùn, hữu cơ trong phạm vi được chỉ ra trên bản vẽ thiết kế.
b) Biện pháp thi công:
Trình tự thi công: Sau khi bố trí mặt bằng thi công, tiến hành thi công theo trình tự sau:
- Tiến hành định vị công trình theo thiết kế, tổ chức mặt bằng thi công, sân bãi
- Đào móng công trình thi công theo độ sâu thiết kế. Việc đào móng được tiến hành thủ công kết hợp với cơ giới.
- Đổ bê tông móng các công trình.
- Hoàn thiện các công trình và trồng cây xanh
- Tiến hành lắp đặt máy móc, thiết bị
- Bàn giao, hoàn công công trình.
- Biện pháp thi công:
Thi công móng công trình:
Các hạng mục công trình được xử lý nền móng bằng phương án móng BTCT đổ toàn khối có cấp bền B15 (đối với công trình Nhà điều hành) hoặc móng đơn bằng BTCT B20 (M250#) chịu lực giằng móng bằng BTCT kết hợp móng đá dưới tường.
Lắp dựng và tháo dỡ cốp pha:
+ Giải pháp cốp pha, dàn giáo cho Dự án là cốp pha, dàn giáo thép định hình. Ngoài ra, còn kết hợp với cốp pha và cây chống gỗ để lắp dựng cho các kết cấu nhỏ lẻ.
+ Cốp pha được tháo dỡ khi bê tông đạt được cường độ cần thiết để kết cấu chịu được trọng lượng bản thân và các tải trọng tác động khác trong giai đoạn thi công sau.
Gia công cốt thép:
+ Nắn thẳng thép bằng máy nắn bàn (với thép D<=16) và bằng máy nắn cốt thép (với thép D>=D16).
+ Cắt thép bằng dao, xấn (với thép D<=20) và bằng máy cắt (với thép D>20).
+ Uốn cắt thép theo đúng hình dạng bằng kích thước bằng máy uốn.
Đổ bê tông:
+ Đổ bê tông theo trình tự đã định, đổ từ xa đến gần, từ trong ra ngoài, bắt đầu từ chỗ thấp trước, đổ theo từng lớp, xong lớp nào đầm lớp đấy. Sau đó đầm bê tông bằng máy đầm bàn (đối với sàn, nền, mái) và bằng máy dầm đùi (đối với cột, dầm).
Xây dựng công trình:
+ Vệ sinh sạch sẽ mặt bằng trước khi xây dựng.
+ Lấy mốc, trải vữa lớp dưới dày 15 - 20 mm, miết mạch đứng dày 5 - 10 mm.
+ Xây một lớp để kiểm tra tim cốt, trải vữa liên tục để xây hàng kế tiếp cho đến cốt lanh tô thì dừng lại để chờ lắp lanh tô.
+ Xây tiếp phần tường phía trên lanh tô.
+ Đối với các phần xây nhỡ các kích thước gạch sẽ được cắt gạch cho phù hợp kích thước khối xây.
Thi công lát nền, láng bằng thủ công.
+ Thi công lát nền, láng bằng thủ công kết hợp máy móc. Hầu hết các khu vực nền công trình sẽ được đổ bê tông vữa đảm bảo kết cấu của công trình.
* Công tác lắp đặt thiết bị
Máy móc, thiết bị sẽ được lắp đặt cơ giới, thủ công kết hợp. Công tác lắp đặt thiết bị được thực hiện theo thiết kế và các bản vẽ chế tạo tuân thủ theo các quy định đã ghi trong tài liệu hướng dẫn lắp đặt và vận hành, lý lịch thiết bị. Lắp đặt thiết bị bao gồm toàn bộ các công đoạn vận chuyển, bảo quản, lắp đặt thiết bị theo đúng kỹ thuật và chạy thử đạt yêu cầu.
Các yêu cầu khi lắp đặt: Kiểm tra tình trạng ăn mòn máy móc, thiết bị mang về từ các phương tiện chuyên chở và giao nhận, kiểm tra chế độ bảo quản ghi nhận những khác biệt. Khi mở hòm máy tiến hành rà soát hồ sơ gốc và từ hồ sơ này kiểm tra tình trạng máy móc cẩn thận ngay khi mở hòm, đảm bảo đầy đủ các bộ phận, các chi tiết, đúng chủng loại như thiết kế chỉ định, tính nguyên vẹn của máy móc, mức độ bảo quản và hư hỏng nhẹ cần xử lý. Mặt bằng đặt máy móc được thi công theo đúng bản vẽ do bên thiết kế lập, đảm bảo thăng bằng để vận hành. Móng máy đặt đúng vị trí và đảm bảo sự trùng khớp và tương tác giữa các bộ phận, các máy với nhau, không sai lệch ảnh hưởng đến quá trình vận hành.
1.6.Tiến độ thực hiện dự án
* Tiến độ thực hiện các mục tiêu hoạt động chủ yếu của dự án đầu tư:
Hoàn thành các hồ sơ, thủ tục đầu tư; bồi thường, giải phóng mặt bằng và cho thuê đất: 9 tháng kể từ ngày có quyết định chấp thuận chủ trương đầu tư đồng thời chấp thuận nhà đầu tư.
Hoàn thành xây dựng cơ bản và đưa giai đoạn 1 của dự án đi vào hoạt động với công suất đạt 20.000 m3 thành phẩm/năm: 24 tháng kể từ ngày Nhà đầu tư được Nhà nước cho thuê đất và bàn giao đất thực địa.
Hoàn thành và đưa giai đoạn 2 của dự án đi vào hoạt động (nâng công suất dự án lên 50.000 m3 thành phẩm/năm): sau khi giai đoạn 1 của dự án đưa vào hoạt động 05 năm.
* Tiến độ xây dựng cơ bản và đưa công trình vào hoạt động hoặc khai thác vận hành:
Dự án được triển khai đầu tư xây dựng ngay sau khi Nhà đầu tư được Nhà nước cho thuê đất và bàn giao đất thực địa. Tiến độ cụ thể như sau:
- Giai đoạn 1: Triển khai xây dựng và hoàn thành giai đoạn 1 của dự án đưa vào hoạt động trong thời hạn 24 tháng (từ tháng thứ 01 đến tháng thứ 24).
- Giai đoạn 2: Triển khai xây dựng và hoàn thành giai đoạn 2 của dự án đưa vào hoạt động trong thời hạn 12 tháng (từ tháng thứ 72 đến tháng thứ 84).
1.7.Vốn đầu tư của dự án:
Tổng mức đầu tư của dự án (2 giai đoạn) là 125.024.320.000 đồng. Trong đó giai đoạn 1: 90.509.520.000 đồng, giai đoạn 2: 34.514.800.000 đồng.
Vốn góp của nhà đầu tư: Công ty TNHH SX&TM Wintech (20,8% tổng vốn đầu tư): 26.000.000.000 đồng (Bằng chữ: Hai mươi sáu tỷ đồng).
Vốn huy động (79,2% tổng vốn đầu tư): 99.024.320.000 đồng (Bằng chữ: Chín mươi chín tỷ không trăm hai mươi tư triệu ba trăm hai mươi nghìn đồng).
Trong đó:
- Vốn cố định: 120.268.978.000 đồng (Bằng chữ: Một trăm hai mươi tỷ hai trăm sáu mươi tám triệu chín trăm bảy mươi tám nghìn đồng).
- Vốn lưu động: 4.755.342.000 đồng (Bằng chữ: Bốn tỷ bảy trăm năm mươi lăm triệu ba trăm bốn mươi hai nghìn đồng)
1.8.Tổ chức quản lý và thực hiện dự án.
Hình thức thực hiện dự án: Chủ đầu tư trực tiếp quản lý và thực hiện dự án.
Dự án đi vào hoạt động, nhà đầu tư sẽ tuyển dụng, đào tạo khoảng 300 cán bộ công nhân viên tại các vị trí để phục vụ cho hoạt động sản xuất, kinh doanh của nhà máy. Trong đó tùy theo mỗi vị trí sẽ có yêu cầu về kinh nghiệm, năng lực chuyên môn khác nhau. Cơ cấu lao động gồm:
+ Giám đốc, Phó Giám đốc: 03 người
+ Nhân viên hành chính: 16 người
+ Công nhân sản xuất trực tiếp: 276 người
+ Bảo vệ, tạp vụ: 5 người.
Như vậy, khi dự án khi đi vào hoạt động sẽ tạo nguồn cung ứng việc làm tương đối lớn cho người lao động trên địa bàn huyện Nghi Xuân và các địa phương lân cận, đặc biệt là đối với lao động phổ thông, lao động chưa được đào tạo nhiều chuyên môn, tay nghề vào vị trí công nhân sản xuất trực tiếp.
- Quản lý nhân sự:
Phương thức quản lý vận hành: Nhà đầu tư trực tiếp quản lý, vận hành và thực hiện dự án.
Tổ chức tuyển chọn nhân sự: Toàn bộ lao động trực tiếp của Dự án sẽ được tuyển dụng dưới hình thức hợp đồng lao động. Tiền lương, thưởng và các lợi ích khác của người lao động được điều chỉnh phù hợp với Quy chế của nhà nước, Luật Lao động và tình hình thực tế tại doanh nghiệp. Bên cạnh việc tuyển chọn, công ty sẽ có các hình thức để đào tạo nâng cao kiến thức cho các cán bộ nhân viên, bao gồm đào tạo ngắn hạn và đào tạo dài hạn.
Công ty sẽ ưu tiên sử dụng lao động là người địa phương và các vùng lân cận. Trước khi trực tiếp đi vào sản xuất, người lao động sẽ được đào tạo, hướng dẫn, khảo sát tay nghề, đảm bảo hạn chế sai sót trong quá trình sản xuất.
- Quản lý sản xuất:
Để đảm bảo sản xuất ổn định, năng suất lao động cao Nhà đầu tư sẽ xây dựng quy chế, quy trình làm việc. Trong đó mô tả chi tiết công việc thực hiện, các công đoạn, đặc thù công việc và thời gian cần thiết để thực hiện công việc đó, yêu cầu về chuyên môn, kỹ thuật cần thiết tùy từng vị trí công việc.
Định kỳ 02 năm/lần, nhà đầu tư sẽ tiến hành rà soát lại nguồn nhân lực của toàn bộ dự án, đánh giá lại hiệu quả lao động của người lao động để có kế hoạch đào tạo, sắp xếp quy trình lao động.
>>> XEM THÊM: Mẫu báo cáo tình hình quản lý tổng hợp tài nguyên và bảo vệ môi trường biển và hải đảo
CÔNG TY CỔ PHẦN TƯ VẤN ĐẦU TƯ & THIẾT KẾ XÂY DỰNG MINH PHƯƠNG
Địa chỉ: 28B Mai Thị Lựu - Khu phố 7, Phường Tân Định, TP.HCM
Hotline: 0903 649 782 - 028 3514 6426
Email: nguyenthanhmp156@gmail.com ,
Website: www.minhphuongcorp.com



Tin liên quan
- › Báo cáo đề xuất cấp giấy phép môi trường Dự án Khu kho cảng
- › Báo cáo đề xuất cấp giấy phép môi trường Dự án Nhà máy sản xuất nguyên vật liệu xanh
- › Báo cáo đánh giá tác động môi trường dự án khai thác đất làm vật liệu san lấp
- › Báo cáo đề xuất cấp giấy phép môi trường cơ sở IDC tại Vũng Tàu
- › Tài liệu thiết kế kỹ thuật thi công kè bờ chắn sóng
- › Báo cáo đề xuất cấp giấy phép môi trường Nhà máy sản xuất cấu kiện bê tông và bê tông thương phẩm
Bình luận (0)
HOTLINE

HOTLINE
0903 649 782




HOTLINE
HOTLINE
0903 649 782






Gửi bình luận của bạn