Báo cáo đề xuất cấp GPMT nhà máy sản xuất vải nhựa, bao PP, bao PE
Báo cáo đề xuất cấp (GPMT) giấy phép môi trường nhà máy sản xuất vải nhựa, bao PP, bao PE. Với quy mô công suất cụ thể là sản xuất vải nhựa, quy mô 900 tấn/năm; sản xuất bao PP, quy mô 1.600 tấn/năm; sản xuất bao PE, quy mô 100 tấn/năm
Ngày đăng: 05-02-2025
626 lượt xem
DANH MỤC CÁC TỪ VÀ CÁC KÝ HIỆU VIẾT TẮT.. v
CHƯƠNG I: THÔNG TIN CHUNG VỀ CƠ SỞ.. 7
1.3. CÔNG SUẤT, CÔNG NGHỆ, SẢN PHẦM SẢN XUẤT CỦA CƠ SỞ.. 12
1.3.1. Công suất hoạt động của cơ sở. 12
1.3.2. Quy mô xây dựng của cơ sở. 13
1.3.3. Kết cấu công trình xây dựng và chức năng sử dụng. 16
1.3.4. Công nghệ sản xuất của Cơ sở. 20
1.3.4.1.Quy trình công nghệ sản xuất tại Xưởng 1. 21
1.3.4.2.Quy trình công nghệ sản xuất tại xưởng 2 24
1.3.4.3.Danh mục máy móc thiết bị phục vụ sản xuất 27
1.4. NGUYÊN LIỆU, NHIÊN LIỆU, VẬT LIỆU, HÓA CHẤT SỬ DỤNG, NGUỒN CUNG CẤP ĐIỆN, NƯỚC CỦA CƠ SỞ.. 28
1.4.1. Khối lượng nguyên liệu, nhiên liệu, vật liệu và hóa chất sử dụng tại cơ sở. 28
1.4.2. Nguồn cung cấp điện, nước và sử dụng lao động của cơ sở. 32
1.5. CÁC THÔNG TIN KHÁC LIÊN QUAN ĐẾN CƠ SỞ.. 36
1.5.1. Tiến độ thực hiện đầu tư của Cơ sở. 36
CHƯƠNG II: SỰ PHÙ HỢP CỦA CƠ SỞ VỚI QUY HOẠCH, KHẢ NĂNG CHỊU TẢI CỦA MÔI TRƯỜNG.. 37
2.2. SỰ PHÙ HỢP CỦA DỰ ÁN ĐẦU TƯ ĐỐI VỚI KHẢ NĂNG CHỊU TẢI CỦA MÔI TRƯỜNG 38
2.2.1. Công trình thu gom, xử lý nước thải của KCN Trảng Bàng. 38
2.2.2. Công trình thu gom chất thải rắn, chất thải nguy hại của KCN Trảng Bàng. 39
2.2.3. Khả năng tiếp nhận nước thải của KCN Trảng Bàng. 40
CHƯƠNG III: KẾT QUẢ HOÀN THÀNH CÁC CÔNG TRÌNH, BIỆN PHÁP BẢO VỆ MÔI TRƯỜNG CỦA CƠ SỞ.. 41
3.1. CÔNG TRÌNH, BIỆN PHÁP THOÁT NƯỚC MƯA, THU GOM VÀ XỬ LÝ NƯỚC THẢI TẠI CƠ SỞ.. 41
3.1.1. Thu gom, thoát nước mưa. 41
3.1.2. Thu gom, thoát nước thải 41
3.2. CÔNG TRÌNH, BIỆN PHÁP XỬ LÝ BỤI, KHÍ THẢI. 46
3.2.1. Biện pháp xử lý khí thải tại khu vực in Xưởng 1 46
3.2.2. Biện pháp xử lý khí thải tại khu vực tráng màng Xưởng 1. 48
3.2.1. Biện pháp xử lý khí thải tráng màng Xưởng 2 50
3.3.1. Công trình lưu giữ chất thải rắn sinh hoạt 52
3.3.2. Công trình lưu giữ chất thải rắn công nghiệp thông thường. 54
3.3.3. Công trình, biện pháp lưu giữ, xử lý chất thải nguy hại 54
3.4.CÔNG TRÌNH, BIỆN PHÁP GIẢM THIỂU TIẾNG ỒN, ĐỘ RUNG.. 55
3.4.1. Biện pháp giảm thiểu tiếng ồn trong hoạt động sản xuất 55
3.4.2. Biện pháp giảm thiểu độ rung trong hoạt động sản xuất 56
3.5.1. Biện pháp phòng chống lây nhiễm dịch bệnh trong môi trường làm việc tại cơ sở. 57
3.5.2. Biện pháp phòng chống ngộ độc thực phẩm.. 58
3.5.3. Biện pháp phòng chống cháy nổ kho chứa nguyên liệu và sản phẩm.. 59
3.5.4. Biện pháp phòng ngừa, ứng phó sự cố hóa chất 61
3.5.5. Biện pháp phòng ngừa sự cố bể tự hoại 62
3.5.6. Biện pháp phòng ngừa sự cố rò rỉ, vỡ đường ống thoát nước thải 62
3.5.7. Biện pháp phòng ngừa sự cố môi trường đối với kho chứa chất thải 62
3.5.8. Biện pháp phòng ngừa đối với hệ thống xử lý khí thải và hơi hóa chất 63
3.6. CÔNG TRÌNH, BIỆN PHÁP BẢO VỆ MÔI TRƯỜNG KHÁC 63
CHƯƠNG IV: NỘI DUNG ĐỀ NGHỊ CẤP, CẤP LẠI GIẤY PHÉP MÔI TRƯỜNG.. 65
4.1. NỘI DUNG ĐỀ NGHỊ CẤP PHÉP ĐỐI VỚI NƯỚC THẢI. 65
4.1.1. Nguồn phát sinh nước thải 65
4.2. NỘI DUNG ĐỀ NGHỊ CẤP PHÉP ĐỐI VỚI KHÍ THẢI. 67
4.2.1. Nguồn phát sinh khí thải 67
4.2.2. Dòng khí thải, lưu lượng xả khí thải tối đa và vị trí xả khí thải 67
4.3. NỘI DUNG ĐỀ NGHỊ CẤP PHÉP ĐỐI VỚI TIẾNG ỒN, ĐỘ RUNG.. 69
4.3.1. Nguồn phát sinh tiếng ồn, độ rung chính. 69
4.3.2. Vị trí phát sinh tiếng ồn, độ rung. 69
4.3.3. Giá trị giới hạn đối với tiếng ồn, độ rung. 69
4.4. NỘI DUNG ĐỀ NGHỊ CẤP PHÉP ĐỐI VỚI CHẤT THẢI RẮN VÀ CHẤT THẢI NGUY HẠI 70
4.4.2. Nguồn phát sinh và khối lượng chất thải nguy hại 70
CHƯƠNG V: KẾT QUẢ QUAN TRẮC MÔI TRƯỜNG CỦA CƠ SỞ.. 72
5.1. KẾT QUẢ QUAN TRẮC MÔI TRƯỜNG ĐỊNH KỲ ĐỐI VỚI NƯỚC THẢI. 72
5.1.1. Thời gian thực hiện quan trắc định kỳ nước thải 72
5.1.2. Thông số quan trắc nước thải định kỳ và quy chuẩn áp dụng. 72
5.1.3. Kết quả quan trắc nước thải định kỳ. 72
5.2. KẾT QUẢ QUAN TRẮC MÔI TRƯỜNG ĐỊNH KỲ ĐỐI VỚI KHÍ THẢI. 74
5.2.1. Thời gian thực hiện quan trắc định kỳ khí thải 74
5.2.2. Thông số quan trắc nước thải định kỳ và quy chuẩn áp dụng. 74
5.2.3. Kết quả quan trắc nước thải định kỳ. 74
CHƯƠNG VI: CHƯƠNG TRÌNH QUAN TRẮC MÔI TRƯỜNG CỦA CƠ SỞ.. 76
6.1. KẾ HOẠCH VẬN HÀNH THỬ NGHIỆM CÔNG TRÌNH XỬ LÝ CHẤT THẢI CỦA CƠ SỞ 76
6.1.1. Thời gian dự kiến vận hành thử nghiệm.. 76
6.1.2. Kế hoạch quan trắc chất thải, đánh giá hiệu quả xử lý. 76
6.2. CHƯƠNG TRÌNH QUAN TRẮC CHẤT THẢI THEO QUY ĐỊNH.. 79
6.2.1. Chương trình quan trắc môi trường định kỳ. 79
6.3. KINH PHÍ THỰC HIỆN QUAN TRẮC MÔI TRƯỜNG HẰNG NĂM... 80
CHƯƠNG VII: KẾT QUẢ KIỂM TRA, THANH TRA VỀ BẢO VỆ MÔI TRƯỜNG ĐỐI VỚI CƠ SỞ 81
CHƯƠNG VIII: CAM KẾT CỦA CHỦ CƠ SỞ 82
LỊCH SỬ HÌNH THÀNH CƠ SỞ
A. TÓM TẮT VỀ XUẤT XỨ, HOÀN CẢNH RA ĐỜI CỦA CƠ SỞ
Công ty TNHH nhựa (sau đây gọi tắt là Công ty) được thành lập theo Giấy đăng ký doanh nghiệp Công ty TNHH một thành viên, mã số doanh nghiệp ...., đăng ký lần đầu ngày 27/04/2004, đăng ký thay đổi lần thứ 5 ngày 06/04/2023 do Sở Kế hoạch và Đầu tư tỉnh Tây Ninh cấp.
Năm 2005, Công ty đã được Sở Tài nguyên và Môi trường tỉnh Tây Ninh cấp Giấy xác nhận đăng ký đạt tiêu chuẩn môi trường số 93/STNMT-MTg ngày 23/2/2005 của cơ sở Nhà máy sản xuất vải nhựa và bao bì (xưởng 1), công suất 120 tấn sản phẩm/tháng, tương đương 1.440 tấn sản phẩm/năm, diện tích đất sử dụng là 7.950 m2 tại KCN Trảng Bàng, thị xã Trảng Bàng, tỉnh Tây Ninh.
Năm 2017, nhận thấy do nhu cầu phát triển của thị trường trong và ngoài nước về các sản phẩm bao bì nhựa tăng cao, Công ty đã tiến hành lập báo cáo Đánh giá tác động môi trường với mục tiêu nâng công suất sản xuất hiện hữu của cơ sở, Công ty đã được UBND tỉnh Tây Ninh cấp Quyết định số 1771/QĐ-UBND, ngày 01/08/2017 phê duyệt báo cáo Đánh giá tác động môi trường của Dự án mở rộng, nâng công suất dự án Nhà máy sản xuất vải nhựa, bao PP, bao PE, quy mô công suất cụ thể như sau: sản xuất vải nhựa, quy mô 900 tấn/năm; sản xuất bao PP, quy mô 1.600 tấn/năm; sản xuất bao PE, quy mô 100 tấn/năm. Công ty thuê nhà xưởng xây sẵn của KCN Trảng Bàng và thực hiện tại 02 vị trí (nhà xưởng 1 và nhà xưởng 2) có tổng diện tích là 15.950 m2.
Công ty đã lắp đặt hoàn thiện máy móc, thiết bị theo nội dung báo cáo ĐTM đã được phê duyệt tại Quyết định số 1771/QĐ-UBND, ngày 01/08/2017.
Hiện nay, Công ty đã được Ban quản lý khu kinh tế tỉnh Tây Ninh cấp Giấy chứng nhận đăng ký đầu tư, mã số ....., cấp phép lần đầu ngày 27/04/2024, chứng nhận điều chỉnh lần thứ 7, ngày 24/4/2023.
Căn cứ thực hiện theo điểm a, khoản 2, Điều 29 tại Nghị định số 08/2022/NĐ – CP ngày 10/01/2022 của Chính phủ quy định hồ sơ, trình tự, thủ tục cấp giấy phép môi trường, Công ty tiến hành lập Báo cáo đề xuất cấp giấy phép môi trường cho cơ sở theo quy mô, công suất đã được phê duyệt ĐTM năm 2017.
Phạm vi xin đề xuất cấp Giấy phép môi trường năm 2024: Công ty đề xuất cấp phép cho cơ sở “Nhà máy sản xuất vải nhựa, bao PP, bao PE” với mục tiêu quy mô công suất cụ thể là sản xuất vải nhựa, quy mô 900 tấn/năm; sản xuất bao PP, quy mô 1.600 tấn/năm; sản xuất bao PE, quy mô 100 tấn/năm. Cơ sở được thực hiện tại KCN Trảng Bàng, phường An Tịnh, Thị xã Trảng Bàng, tỉnh Tây Ninh, cơ sở thực hiện tại 02 vị trí (nhà xưởng 1 và nhà xưởng 2) có tổng diện tích là 15.950 m2.
Căn cứ vào loại hình sản xuất kinh doanh, mục tiêu quy mô và vốn đầu tư của Cơ sở, ta xét cơ sở theo các cơ sở pháp lý sau:
- Căn cứ theo Phụ lục II ban hành kèm theo Nghị định số 08/2022/NĐ-CP ngày 10/01/2022 của Chính phủ ð Cơ sở không thuộc nhóm dự án có loại hình sản xuất, kinh doanh, dịch vụ có nguy cơ gây ô nhiễm môi trường.
- Căn cứ Khoản 4, Điều 8 và Khoản 3, Điều 9 của Luật Đầu tư công số 39/2019/QH14 được Quốc hội nước Cộng hòa xã hội chủ nghĩa Việt Nam khóa XIV, kỳ họp thứ 7 thông qua ngày 13/06/2019 và Nghị định số 40/2020/NĐ – CP ngày 06/04/2020 của Chính phủ quy định chi tiết thi hành một số điều của Luật Đầu tư công: Cơ sở “Nhà máy sản xuất vải nhựa, bao PP, bao PE” có tổng vốn đầu tư là: 138.000.000.000 VNĐ (Một trăm ba mươi tám tỷ) đồng, tương đương 6.000.000 USD (Sáu triệu) đô la Mỹ: Cơ sở thuộc Nhóm B: “Dự án công nghiệp có tổng mức đầu tư từ 60 tỷ đồng đến dưới 1.000 tỷ đồng”.
- Căn cứ mục số I.2 Phụ lục IV ban hành kèm theo Nghị định số 08/2022/NĐ – CP ngày 10/01/2022 của Chính phủ: Cơ sở được phân loại thuộc nhóm II dựa trên tiêu chí về môi trường để phân loại cơ sở theo quy định tại Điều 28 của Luật Bảo vệ Môi trường số 72/2020/QH14 ngày 17/11/2020.
- Căn cứ Khoản 1, Điều 39 của Luật Bảo vệ Môi trường số 72/2020/QH14 quy định đối tượng phải có Giấy phép môi trường: “Dự án đầu tư nhóm I, nhóm II và nhóm III có phát sinh nước thải, bụi, khí thải xả ra môi trường phải được xử lý hoặc phát sinh chất thải nguy hại phải được quản lý theo quy định về quản lý chất thải khi đi vào vận hành chính thức”.
Do đó, Công ty tiến hành lập báo cáo đề xuất cấp giấy phép môi trường cho cơ sở “Nhà máy sản xuất vải nhựa, bao PP, bao PE” với mục tiêu là sản xuất vải nhựa, quy mô 900 tấn/năm; sản xuất bao PP, quy mô 1.600 tấn/năm; sản xuất bao PE, quy mô 100 tấn/năm. Cơ sở được thực hiện tại KCN Trảng Bàng, phường An Tịnh, Thị xã Trảng Bàng, tỉnh Tây Ninh, cơ sở thực hiện tại 02 vị trí (nhà xưởng 1 và nhà xưởng 2) có tổng diện tích là 15.950 m2 theo mẫu báo cáo đề xuất tại Phụ lục X ban hành kèm theo Nghị định số 08/2022/NĐ – CP ngày 10/01/2022 của Chính phủ quy định chi tiết một số điều của Luật Bảo vệ Môi trường.
CHƯƠNG I: THÔNG TIN CHUNG VỀ CƠ SỞ
1.1. TÊN CHỦ CƠ SỞ
CÔNG TY TNHH NHỰA
- Địa chỉ liên hệ: Khu công nghiệp Trảng Bàng, phường An Tịnh, thị xã Trảng Bàng, tỉnh Tây Ninh.
- Người đứng đầu cơ quan Chủ cơ sở: .........
+ Chức vụ: Chủ tịch Công ty kiêm Tổng Giám đốc
+ Ngày sinh: ........
+ Quốc tịch: Việt Nam
- Giấy chứng nhận đăng ký doanh nghiệp Công ty TNHH một thành viên số doanh nghiệp: ..... do Sở Kế hoạch và Đầu tư tỉnh Tây Ninh cấp, đăng ký lần đầu ngày 27/04/2004; đăng ký thay đổi lần thứ 5, ngày 06/04/2023.
- Giấy chứng nhận đăng ký đầu tư, mã số dự án: ..... do Ban Quản lý Khu kinh tế tỉnh Tây Ninh cấp, chứng nhận lần đầu ngày 27/04/2004, chứng nhận thay đổi lần thứ 7 ngày 24/04/2023.
1.2. TÊN CƠ SỞ
“NHÀ MÁY SẢN XUẤT VẢI NHỰA, BAO PP, BAO PE”
- Địa điểm cơ sở: Khu công nghiệp Trảng Bàng, phường An Tịnh, thị xã Trảng Bàng, tỉnh Tây Ninh.
- Cơ quan thẩm định thiết kế xây dựng, cấp các loại giấy phép có liên quan đến môi trường của cơ sở:
+ Ủy ban Nhân dân tỉnh Tây Ninh;
+ Sở Tài nguyên và Môi trường tỉnh Tây Ninh;
+ Ban Quản lý Khu kinh tế tỉnh Tây Ninh.
- Cơ sở đã được cấp các giấy phép liên quan đến môi trường:
+ Giấy xác nhận đăng ký đạt tiêu chuẩn môi trường số ..../STNMT-MTg ngày 23/2/2005 của dự án Nhà máy sản xuất vải nhựa và bao bì (xưởng 1), công suất 120 tấn sản phẩm/tháng, tương đương 1.440 tấn sản phẩm/năm, diện tích đất sử dụng là 7.950 m2 tại KCN Trảng Bàng, thị xã Trảng Bàng, tỉnh Tây Ninh.
+ Quyết định số ..../QĐ-UBND, ngày 01/8/2017 phê duyệt báo cáo Đánh giá tác động môi trường của Dự án mở rộng, nâng công suất dự án Nhà máy sản xuất vải nhựa, bao PP, bao PE, quy mô công suất cụ thể như sau: sản xuất vải nhựa, quy mô 900 tấn/năm; sản xuất bao PP, quy mô 1.600 tấn/năm; sản xuất bao PE, quy mô 100 tấn/năm. Dự án được thực hiện tại KCN Trảng Bàng, phường An Tịnh, Thị xã Trảng Bàng, tỉnh Tây Ninh, cơ sở thực hiện tại 02 vị trí (nhà xưởng 1 và nhà xưởng 2) có tổng diện tích là 15.950 m2.
- Công ty đã thuê lại nhà xưởng xây sẵn theo hợp đồng thuê lại đất trong Khu công nghiệp Trảng Bàng số 04/HĐTĐ ngày 17/06/2004 giữa Công ty TNHH Xây dựng hạ tầng KCN Trảng Bàng và Công ty TNHH nhựa (VN) (thuê lô đất với diện tích 7.950 m²) và hợp đồng thuê lại đất số 21/HĐ-TLĐ ngày 07/05/2011 giữa Công ty Cổ phần Phát triển hạ tầng KCN Trảng Bàng và Công ty TNHH nhựa (thuê lô đất với diện tích 8.000 m²):
+ Vị trí 1:KCN Trảng Bàng, phường An Tịnh, Thị xã Trảng Bàng, tỉnh Tây Ninh (nhà xưởng 1), có diện tích 7.950 m2.
+ Vị trí 2: KCN Trảng Bàng, phường An Tịnh, Thị xã Trảng Bàng, tỉnh Tây Ninh (nhà xưởng 2), có diện tích 8.000 m2.
- Tọa độ vị trí địa lý của cơ sở cụ thể như sau:
Vị trí tiếp giáp nhà xưởng 1
+ Phía Đông: Giáp đường số 12 trong Khu công nghiệp Trảng Bàng;
+ Phía Tây: Giáp Công ty Cổ phần cơ điện Sáng Tạo;
+ Phía Nam: Giáp đường số 7 trong Khu công nghiệp Trảng Bàng;
+ Phía Bắc: Giáp Công ty TNHH sắt thép Trinh Tường.
Vị trí tiếp giáp nhà xưởng 2
+ Phía Đông: Giáp Công ty Cổ phần dệt Trần Hiệp Thành;
+ Phía Tây: Giáp Công ty TNHH Công nghiệp NR;
+ Phía Nam: Giáp lô đất trống trong Khu công nghiệp Trảng Bàng;
+ Phía Bắc: Giáp đường số 7 trong Khu công nghiệp Trảng Bàng.
Bảng 1.1 Tọa độ mốc ranh giới khu đất Cơ sở
|
Ký hiệu mốc |
Ký hiệu mốc (hệ VN 2000) |
|||
|---|---|---|---|---|
|
Nhà xưởng 1 |
Nhà xưởng 2 |
|||
|
X1 |
Y1 |
X2 |
Y2 |
|
|
1 |
1.218.702 |
596.763 |
1.218.530 |
596.660 |
|
2 |
1.218.675 |
596.770 |
1.218.587 |
596.670 |
|
3 |
1.218.650 |
596.728 |
1.218.540 |
596.630 |
|
4 |
1.218.610 |
596.753 |
1.218.505 |
596.650 |
|
(Nguồn: Công ty TNHH nhựa ...., năm 2024) |
||||
Khoảng cách từ cơ sở đến các đối tượng tự nhiên, kinh tế xã hội và các đối tượng khác xung quanh khu vực Cơ sở:
+ Cách hồ chứa nước khẩn cấp của KCN khoảng 450m về phía Bắc;
+ Cách hồ điều hòa của KCN (chứa nước thải sau xử lý của KCN) khoảng 500m về hướng Bắc;
+ Cách trạm xử lý nước thải tập trung của KCN khoảng 600m về hướng Tây Nam của Cơ sở;
+ Cách rạch Trưởng Chừa (nguồn tiếp nhận nước thải của KCN) khoảng 700m về hướng Đông; Nước thải từ hồ điều hòa xả thải ra rạch Trưởng Chừa, sau đó chảy ra rạnh Vàm Trảng cách cơ sở về hướng Tây khoảng 2,1km.
+ Cơ sở được triển khai trong KCN Trảng Bàng nên đối tượng xung quanh Cơ sở chủ yếu là các nhà máy sản xuất. Trong KCN không có khu dân cư, công trình văn hóa, tôn giáo, các di tích lịch sử, khu bảo tồn thiên nhiên.
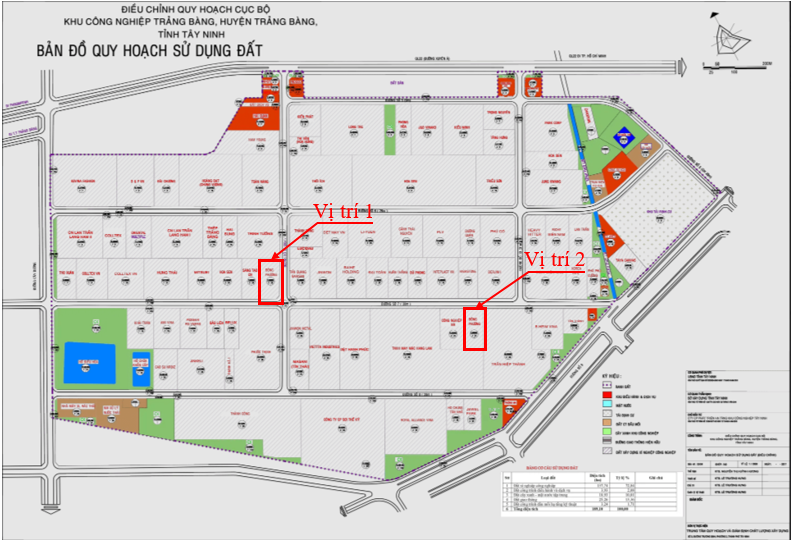
Hình 1.1 Vị trí cơ sở tại KCN Trảng Bàng

Hình 1.2 Vị trí cơ sở qua bản đồ vệ tinh
1.3. CÔNG SUẤT, CÔNG NGHỆ, SẢN PHẦM SẢN XUẤT CỦA CƠ SỞ
1.3.1. Công suất hoạt động của cơ sở
Năm 2017, Công ty TNHH nhựa thực hiện báo cáo ĐTM mở rộng, nâng công suất cho cơ sở “Nhà máy sản xuất vải nhựa, bao PP, bao PE” với tổng diện tích sử dụng đất là là 15.950 m2 và đã được UBND Tây Ninh cấp Quyết định số 1771/QĐ-UBND, ngày 01/8/2017, công suất đã được phê duyệt cụ thể như sau:
Bảng 1.2 Công suất hoạt động của Cơ sở
|
Stt |
Sản phẩm |
Quy mô |
|
|---|---|---|---|
|
Tấn/năm |
Mã ngành |
||
|
1 |
Sản xuất vải nhựa |
900 |
2220 |
|
2 |
Sản xuất bao PP |
1.600 |
|
|
3 |
Sản xuất bao PE |
100 |
|
(Nguồn: Công ty TNHH nhựa, năm 2024)
Hình ảnh minh họa cho một số loại sản phẩm đầu ra của cơ sở được trình bày chi tiết bên dưới đây:
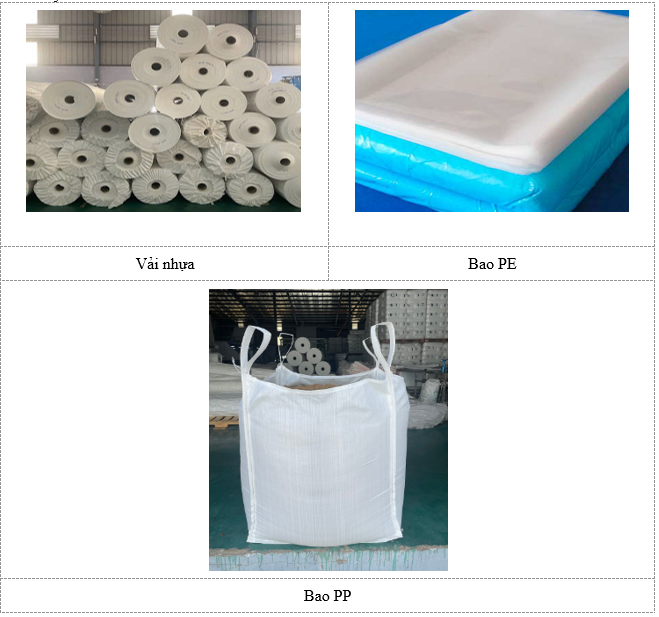
Hình 1.3 Ảnh minh họa sản phẩm đầu ra của cơ sở
1.3.2. Quy mô xây dựng của cơ sở
Công ty đã thuê lại nhà xưởng xây sẵn theo hợp đồng thuê lại đất trong Khu công nghiệp Trảng Bàng số 04/HĐTĐ ngày 17/06/2004 giữa Công ty TNHH Xây dựng hạ tầng KCN Trảng Bàng và Công ty TNHH nhựa (VN) (thuê lô đất với diện tích 7.950 m²) và hợp đồng thuê lại đất số 21/HĐ-TLĐ ngày 07/05/2011 giữa Công ty Cổ phần Phát triển hạ tầng KCN Trảng Bàng và Công ty TNHH nhựa (thuê lô đất với diện tích 8.000 m²). Cơ sở được thực hiện tại 02 vị trí, cụ thể như sau:
+ Vị trí 1: KCN Trảng Bàng, phường An Tịnh, Thị xã Trảng Bàng, tỉnh Tây Ninh (nhà xưởng 1), có diện tích 7.950 m2.
+ Vị trí 2: KCN Trảng Bàng, phường An Tịnh, Thị xã Trảng Bàng, tỉnh Tây Ninh (nhà xưởng 2), có diện tích 8.000 m2.
Hiện nay, Công ty đã triển khai hoàn thiện lắp đặt máy móc, thiết bị trong 02 nhà xưởng đã xây sẵn của cơ sở theo đúng báo cáo ĐTM đã được phê duyệt. Toàn bộ các hạng mục tại cơ sở được đầu tư hoàn thiện, cụ thể như sau:
Bảng 1.3 Chi tiết nhu cầu sử dụng đất của cơ sở
|
Stt |
Hạng mục |
Nhà xưởng 01 |
Nhà xưởng 02 |
||
|---|---|---|---|---|---|
|
Diện tích (m2) |
Tỷ lệ (%) |
Diện tích (m2) |
Tỷ lệ (%) |
||
|
1 |
Hạng mục công trình chính |
3.936 |
49,5 |
5.280 |
66 |
|
2 |
Hạng mục công trình phụ trợ |
453,4 |
5,7 |
342,8 |
4,2 |
|
3 |
Hạng mục công trình BVMT |
50 |
0,6 |
50 |
0,625 |
|
4 |
Diện tích cây xanh, giao thông sân bãi |
3.510,6 |
44,15 |
2.327,2 |
29,09 |
|
TỔNG CỘNG |
7.950 |
100 |
8.000 |
100 |
|
(Nguồn: Công ty TNHH nhựa...., năm 2023)
Chi tiết số lượng, diện tích các hạng mục công trình đã xây dựng hoàn thiện tại 02 vị trí của cơ sở:
Bảng 1.4 Khối lượng các hạng mục công trình đã xây dựng hoàn thiện tại 02 vị trí của cơ sở
|
Stt |
Hạng mục |
Nhà xưởng 01 |
Nhà xưởng 02 |
||
|---|---|---|---|---|---|
|
Diện tích (m2) |
Tỷ lệ (%) |
Diện tích (m2) |
Tỷ lệ (%) |
||
|
A |
Hạng mục công trình chính |
3.936 |
49,5 |
5.280 |
66 |
|
1 |
Nhà xưởng sản xuất (xưởng dệt) |
2.640 |
33,2 |
5.040 |
63 |
|
2 |
Nhà xưởng sản xuất (xưởng may) |
1.170 |
14,7 |
- |
- |
|
3 |
Nhà văn phòng |
126 |
1,58 |
240 |
3 |
|
B |
Hạng mục công trình phụ trợ |
453,4 |
5,7 |
342,8 |
4,2 |
|
1 |
Nhà kho |
100 |
1,26 |
- |
- |
|
2 |
Nhà ăn công nhân |
198,4 |
2,49 |
126 |
1,6 |
|
3 |
Nhà xe |
48 |
0,6 |
130,8 |
1,64 |
|
4 |
Hồ chứa nước ngầm |
65 |
0,82 |
40 |
0,5 |
|
5 |
Nhà bảo vệ |
15 |
0,19 |
27,5 |
0,34 |
|
6 |
Nhà vệ sinh |
27 |
0,13 |
13,5 |
0,16 |
|
7 |
Khu trạm điện |
- |
- |
5 |
0,063 |
|
C |
Hạng mục công trình BVMT |
50 |
0,6 |
50 |
0,625 |
|
1 |
Kho chứa CTRCNTT |
10 |
0,13 |
10 |
0,13 |
|
2 |
Kho chứa CTNH |
40 |
0,51 |
40 |
0,51 |
|
D |
Diện tích cây xanh, giao thông sân bãi |
3.510,6 |
44,15 |
2.327,2 |
29,09 |
|
1 |
Diện tích cây xanh |
1.590 |
20 |
1.600 |
20 |
|
2 |
Đất giao thông sân bãi |
1.920,6 |
24,15 |
727,2 |
9,1 |
|
TỔNG CỘNG |
7.950 |
100 |
8.000 |
100 |
|
(Nguồn: Công ty TNHH nhựa ....., năm 2024)
1.3.3 Công nghệ sản xuất của Cơ sở
Công ty TNHH nhựa .... thực hiện báo cáo ĐTM mở rộng, nâng công suất cho cơ sở và đã được Ủy ban Nhân dân tỉnh Tây Ninh phê duyệt báo cáo ĐTM tại Quyết định số 1771/QĐ-UBND, ngày 01/8/2017. Cơ sở được thực hiện tại 02 vị trí, cụ thể công suất sản xuất các sản phẩm được bố trí như sau:
Bảng 1. 5. Công suất sản xuất của Cơ sở tại 02 vị trí
|
STT |
Tên sản phẩm |
Đơn vị |
Công suất xin cấp phép |
|
I |
Xưởng 1 |
||
|
1 |
Sản phẩm vải nhựa |
Tấn sản phẩm/năm |
600 |
|
2 |
Sản phẩm bao PP |
Tấn sản phẩm/năm |
1.600 |
|
II |
Xưởng 2 |
||
|
1 |
Sản phẩm vải nhựa |
Tấn sản phẩm/năm |
300 |
|
2 |
Sản phẩm bao PE |
Tấn sản phẩm/năm |
100 |
|
Tổng |
Tấn sản phẩm/năm |
2.600 |
|
(Nguồn: Công ty TNHH nhựa ......, năm 2024)
Quy trình công nghệ sản xuất tại Xưởng 1
Sản phẩm 1: Quy trình sản xuất vải nhựa, quy mô 600 tấn sản phẩm/năm
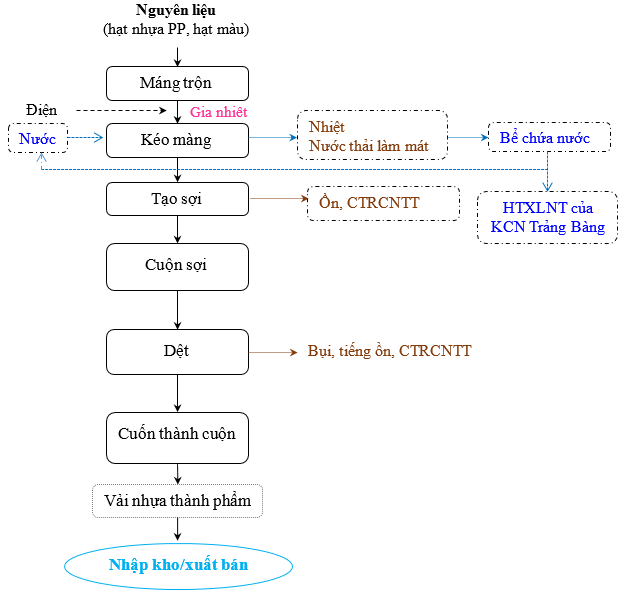
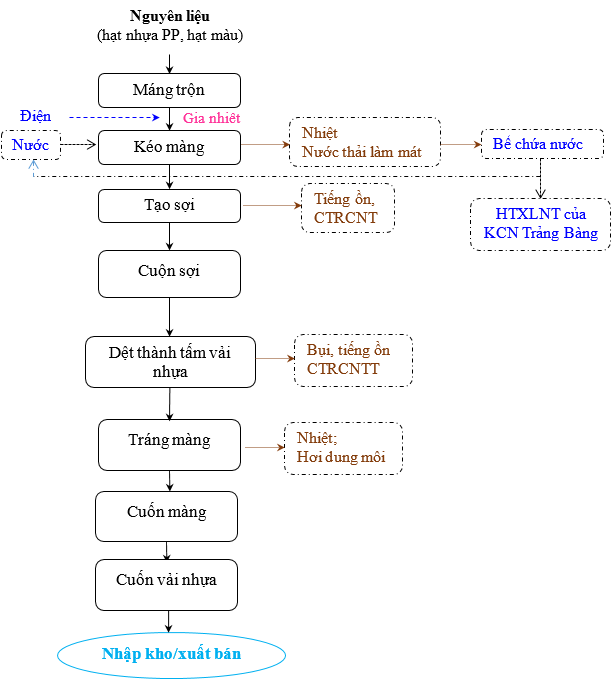
Hình 1.4 Quy trình công nghệ sản xuất vải nhựa, tại xưởng 1 quy mô 600 tấn/năm
Thuyết minh quy trình sản xuất:
Nguyên liệu: Nguyên liệu chủ yếu là nhựa nguyên sinh như Polypropylene (PP) và bột màu. Các loại nhựa này được chọn lựa dựa trên tính năng như độ bền, khả năng chịu nhiệt.
Nhựa nguyên sinh thường được nhập từ các nhà cung cấp lớn và được kiểm tra chất lượng trước khi đưa vào sản xuất.
Trộn: Sau khi chuẩn bị nguyên liệu, bước tiếp theo là quá trình trộn nhựa. Nguyên liệu được đưa vào phễu của thiết bị máy trộn bằng băng tải với tỉ lệ nhất định. Tùy thuộc loại sản phẩm, màu sắc theo đơn đặt hàng của khác hàng thì mỗi mẻ của trong quy trình sản xuất sẽ được pha trộn và nguyên liệu màu sắc sẽ khác nhau. Đây là công đoạn nguyên liệu được phân tán đều trong hỗn hợp nhựa, giúp cải thiện tính chất cơ học và hóa học của sản phẩm. Quá trình trộn được thực hiện trong máy trộn có thời gian từ 15 – 30 phút mỗi mẻ.
Thiết bị trộn tại cơ sở là thiết bị trộn kín, không phát sinh bụi, khí thải ra môi trường trong quá trình vận hành, hoạt động tại cơ sở.
Kéo màng: Sau khi quá trình trộn, hỗn hợp nguyên liệu được chuyển đến máy kéo sợi màng nước và được gia nhiệt bằng điện. Máy này thực hiện hai nhiệm vụ là làm chảy các hạt PolyPropylene và gia nhiệt chúng để chuẩn bị cho bước đùn sợi. Nhiệt độ trong máy kéo sợi thường được duy trì trong khoảng từ 100°C - 140°C, đủ cao để làm chảy hạt nhựa nhưng không vượt quá giới hạn nhiệt độ để tránh phân hủy polymer. Thời gian giữ nguyên liệu trong máy kéo sợi khoảng 10-15 phút, phụ thuộc vào độ nhão của nhựa và tốc độ gia nhiệt.
Trong quá trình kéo màng, thiết bị được cung cấp nước để làm giảm nhiệt độ phát sinh và duy trì cấu trúc, tính chất sản phẩm. Định mức sử dụng nước của thiết bị là 3m3/thiết bị và được tuần hoàn tái sử dụng qua hệ bể chứa làm mát. Tỉ lệ bóc hơi nước là khoảng 1,5 m3/ngày tương đương 50% lượng nước cần cung của thiết bị, vì vậy, công ty sẽ được bổ sung lượng nước thất thoát thường xuyên.
Tạo sợi: Trong máy tạo sợi, nguyên liệu được đùn qua các lỗ nhỏ trong khuôn để tạo thành các sợi dài. Các sợi này có thể có đường kính từ 0.1 mm đến 1mm tùy thuộc vào yêu cầu của sản phẩm cuối cùng. Máy tạo sợi hoạt động với tốc độ cao và khả năng điều chỉnh độ kéo sợi, đảm bảo rằng các sợi đều và có độ bền cần thiết.
Quá trình tạo sợi sẽ làm phát sinh tiếng ồn và sợi nhựa hỏng. Các sợi nhựa hỏng phát sinh sẽ được công nhân tại nhà máy thu gom và lưu trữ đúng nơi quy định.
Cuộn sợi: Sau khi được kéo, đùn sợi tại máy tạo sợi, các sợi này sẽ được cuộn lại thành các cuộn để chuẩn bị cho công đoạn dệt.
Dệt: Tùy theo nhu cầu của khách hàng mà tiến hành thực hiện kiểu dệt thoi hay kiểu dệt nước, cụ thể như sau:
- Đối với dệt thoi: Các cuộn sợi PP được đưa vào máy dệt thoi, tại đây có nhiều con thoi được chuyển động bằng cơ khí, kết nối một sợi ngang với một loại các sợi dọc thẳng đứng được sắp xếp trong một vòng tròn tạo thành ống vải nhựa, nhờ dao xẻ thành mảnh vải qua cơ cấu cuộn thành vải nhựa.
- Đối với dệt nước: Các cuộn sợi PP được đưa vào máy dệt nước là máy dệt dạng phun nước nhằm hạng chế lượng bụi phát sinh từ quá trình dệt, do hệ sợi dọc và hệ sợi ngang nằm vuông góc với chiều dài tấm vải, hai sợi vải được đan với nhau tạo thành tấm vải nhựa.
Cuốn thành cuộn: Sau khi dệt thành phẩm, vải nhựa được đưa qua các thiết bị cuốn thành cuộn để hoàn thiện các sản phẩm. Sau đó sẽ được chuyển về kho chứa sản phẩm trong khu viên nhà xưởng.
Sản phẩm 2: Quy trình sản xuất bao PP, quy mô 1.600 tấn sản phẩm/năm
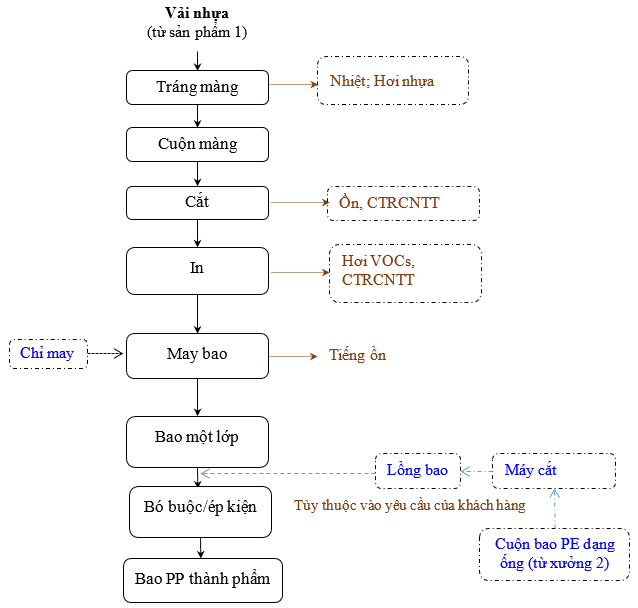
Hình 1.5 Quy trình sản xuất bao PP, tại xưởng 1 quy mô 1.600 tấn sản phẩm/năm
Thuyết minh quy trình sản xuất:
Nguyên liệu: Sau khi vải nhựa (sản phẩm 1) được hoàn thiện, công ty sẽ đưa đến quy trình sản xuất bao PP, quy mô 1.600 tấn sản phẩm/năm cùng các nguyên liệu phụ trợ khác như chỉ may,…
Tráng màng:
Cuộn vải nhựa được sản xuất từ quy trình sản xuất sản phẩm vải nhựa tại cơ sở được chuyển lắp lên máy tráng màng, tấm vải nhựa được tráng lớp nhựa PP dày để tăng liên kết của sợi vải.
Quá trình làm mát thực hiện bằng không khí tự nhiên, giúp giảm nhiệt độ của màng từ khoảng 100°C xuống dưới 60°C. Sau khi làm mát, màng sẽ được kéo dãn qua các con lăn để đạt độ dày và các thuộc tính cơ học mong muốn theo yêu cầu của khác hàng.
Quá trình tráng màng sẽ làm phát sinh nhiệt độ và hơi nhựa làm ảnh hưởng đến chất lượng làm việc của công nhân viên tại nhà xưởng, công ty đã lắp đặt hệ thống xử lý khí thải tại công đoạn này.
Cuộn màng: Màng được cuộn thành các cuộn lớn để chuẩn bị cho cắt, in ấn và chế tạo bao bì. Trong suốt quá trình, chất lượng của màng được kiểm tra kỹ lưỡng để đảm bảo nó đáp ứng các tiêu chuẩn kỹ thuật và chất lượng yêu cầu.
Cắt: Tiếp theo, các cuộn màng sẽ được đưa vào máy cắt để có nhiệm vụ cắt màng thành các tấm có kích thước cụ thể theo yêu cầu của sản phẩm bao bì.
In: Sau khi cắt xong, các tấm màng sẽ được đưa vào máy in. Máy in này sẽ thực hiện việc in ấn các thông tin cần thiết lên mặt màng, chẳng hạn như logo, nhãn hiệu, thông tin sản phẩm hoặc các yếu cầu thiết kế khác.
Công ty sử dụng mực in gốc dầu và dung môi pha mực để in, tỉ lệ pha mực in và gốc dầu thường khoảng 5:1. Quá trình in làm phát sinh hơi VOCs gây tác động xấu đến môi trường làm việc của nhân viên, vì vậy công ty đã lắp đặt hệ thống xử lý khí thải cho công đoạn in.
Ngoài ra, do sử dụng mực in gốc dầu làm nhiên liệu để in nên sẽ không thể dùng nước để vệ sinh khung in, công ty sẽ sử dụng khăn lau khô chuyên dụng để vệ sinh định kỳ để giúp máy in được hoạt động tốt và có tuổi thọ cao, thông thường sẽ 2 tuần/vệ sinh 1 lần. Các khăn lau sau khi sử dụng xong sẽ được thu gom thành chất thải nguy hại và lưu trữ đúng nơi quy định. Công ty đã ký kết hợp đồng với đơn vị có chức năng thu gom để xử lý CTNH phát sinh.
May bao: Máy may bao thực hiện việc gấp, may các tấm màng để tạo thành bao bì hoàn chỉnh. Bao PP có thể được thiết kế với một lớp hoặc nhiều lớp tùy thuộc vào yêu cầu ứng dụng. Nguyên liệu phụ trợ được bổ sung thêm là chỉ may và các thiết bị chuyên dụng như kim,…
Bó buộc/ép kiện: Tại đây, các bao bì được đóng gói thành các kiện hàng hoặc bó, sẵn sàng cho việc lưu trữ và vận chuyển đến khách hàng hoặc các nhà phân phối. Quy trình này bao gồm việc sử dụng dây buộc hoặc máy ép kiện để đảm bảo rằng các bao bì được xếp chồng một cách gọn gàng và chắc chắn.
Ngoài ra, tùy thuộc vào yêu cầu của khách hàng, một số sản phẩm bao PP sẽ được lòng bao PE (sản phẩm từ xưởng 2). Các cuộn bao PE dạng ống được đưa về xưởng 1 và cho vào máy cắt, cắt thành từng đoạn theo yêu cầu của khách hàng. Sau đó bao PE được công nhân lòng thủ công vào bên trong bao PP và được bó buộc, ép kiện tạo thành sản phẩm hoàn chỉnh.
Thành phẩm: Sản phẩm hoàn chỉnh sẽ được đưa vào kho chứa thành phẩm của công ty.
Quy trình công nghệ sản xuất tại xưởng 2
Sản phẩm 1: Quy trình sản xuất vải nhựa, quy mô 300 tấn sản phẩm/năm
Hình 1.6 Quy trình công nghệ sản xuất vải nhựa, tại xưởng 2 quy mô 300 tấn/năm
Thuyết minh quy trình sản xuất:
Tương tự như quy trình sản xuất vải nhựa ở xưởng 1, quy trình sản xuất vải nhựa tại xưởng 2 cũng bắt đầu từ khâu nhập nguyên liệuà trộn à kéo màng à tạo sợià cuộn sợi. Sau đó bán thành phẩm sẽ được đưa qua công đoạn dệt.
Dệt: Tùy theo nhu cầu của khách hàng mà tiến hành thực hiện dệt thoi theo các kích thước vải nhựa khác nhau, cụ thể như sau:
Quy trình dệt thoi: Các cuộn sợi PP được đưa vào máy dệt thoi, tại đây có nhiều con thoi được chuyển động bằng cơ khí kết nối một sợi ngang với một loại các sợi dọc thẳng đứng được sắp xếp trong một vòng tròn tạo thành ống vải nhựa, nhờ dao xẻ thành mảnh vải qua cơ cấu cuộn thành vải nhựa.
Tráng màng: Quá trình tiếp theo là tráng màng, công nhân sẽ đưa vải nhựa vào máy tráng màng. Trong máy này, vải được xử lý bằng cách đùn thêm một lớp polypropylene lỏng lên bề mặt vải để tạo thành màng bảo vệ. Máy tráng màng hoạt động ở nhiệt độ từ 100°C đến 140°C và tốc độ đùn có thể điều chỉnh theo yêu cầu sản phẩm cuối cùng.
Quá trình này làm phát sinh khí thải VOCs gây tác động xấu đến môi trường làm việc của công nhân viên tại nhà xưởng, vì vậy, công ty đã lắp đặt hệ thống xử lý khí thải cho công đoạn này.
Cuộn vải nhưa: Sản phẩm sẽ được cuộn lại với nhau tạo thành sản phẩm hoàn thiện trước khi được nhập vào kho chứa sản phẩm.
Sản phẩm 2: Quy trình sản xuất bao PE, quy mô 100 tấn sản phẩm
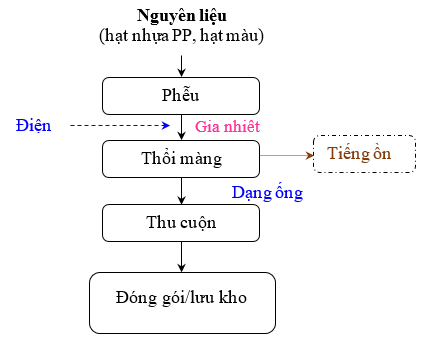
Hình 1.7 Quy trình công nghệ sản xuất bao PE, tại xưởng 2 quy mô 100 tấn/năm
Thuyết minh quy trình
Nguyên liệu: Nguyên liệu chủ yếu là nhựa nguyên sinh Polyetylene (PE). Các loại nhựa này được chọn lựa dựa trên tính năng như độ bền, khả năng chịu nhiệt.
Phễu: Các nguyên liệu sẽ được cho vào phễu cấp liệu, để cung cấp liên tục vào máy thổi màng.
Thổi màng: Trong máy thổi màng, hạt nhựa PE được làm nóng chảy bằng hệ thống gia nhiệt điện, với nhiệt độ thường đạt từ 100°C đến 150°C. Quá trình gia nhiệt này giúp nhựa chuyển từ trạng thái rắn sang trạng thái lỏng, đủ để có thể đùn qua khuôn để tạo thành màng mỏng.
Màng nhựa lỏng được đùn ra từ khuôn tạo thành một ống mỏng liên tục, được gọi là màng thổi. Để tạo ra màng có độ dày đồng đều và cấu trúc ổn định, màng thổi này được kéo và mở rộng trong khi vẫn còn nóng. Trong quá trình này, màng sẽ được làm mát từ từ, bằng cách sử dụng không khí tự nhiên (không khí lạnh) để hạ nhiệt độ từ khoảng 100°C xuống dưới 60°C, nhằm giữ cho màng không bị biến dạng và duy trì chất lượng đồng nhất.
Thu cuộn: Sau khi làm mát, màng polyethylene được thu cuộn lại thành các cuộn lớn. Các cuộn này được thu gom và kiểm tra chất lượng để đảm bảo không bị lỗi và các thông số kỹ thuật đáp ứng yêu cầu.
Đóng gói: Cuộn màng sau đó được đóng gói và lưu kho để chuẩn bị cho các bước xử lý tiếp theo hoặc phân phối. Quy trình đóng gói và lưu kho bao gồm việc bó gọn các cuộn màng và ghi nhãn để tiện cho việc lưu trữ và vận chuyển.
1.3.4 Danh mục máy móc thiết bị phục vụ sản xuất
Hiện nay, Công ty TNHH nhựa đã lắp đặt hoàn thiện dây chuyền thiết bị sản xuất vải nhựa với quy mô 600 tấn/năm, sản xuất bao PP, quy mô 1.600 tấn/năm (tại xưởng 1) và sản xuất vải nhựa, quy mô 300 tấn/năm, sản xuất bao PE, quy mô 100 tấn/năm (tại xưởng 2). Chi tiết số lượng máy móc thiết bị sản xuất đã lắp đặt được trình bày cụ thể như sau:
Bảng 1.6 Danh mục máy móc thiết bị phục vụ sản xuất đã lắp đặt tại cơ sở
|
Stt |
Tên máy móc, thiết bị |
Đơn vị |
Số lượng |
Xuất xứ |
Tình trạng sử dụng |
|---|---|---|---|---|---|
|
I |
Phục vụ cho quy trình sản xuất vải nhựa tại xưởng số 1 |
||||
|
|
Máy phun chỉ |
Cái |
02 |
Hàn Quốc |
Hoạt động tốt |
|
|
Máy tạo sợi |
Cái |
02 |
Hàn Quốc |
Hoạt động tốt |
|
|
Máy tráng màng |
Cái |
01 |
Trung Quốc |
Hoạt động tốt |
|
|
Máy dệt thoi |
Cái |
04 |
Hàn Quốc |
Hoạt động tốt |
|
|
Máy dệt nước |
Cái |
10 |
Trung Quốc |
Hoạt động tốt |
|
|
Máy in |
Cái |
01 |
Hàn Quốc |
Hoạt động tốt |
|
|
Máy cắt |
Cái |
02 |
Trung Quốc |
Hoạt động tốt |
|
|
Máy dệt dây đai |
Cái |
08 |
Hàn Quốc |
Hoạt động tốt |
|
|
Máy cắt dây đai |
Cái |
02 |
Trung Quốc |
Hoạt động tốt |
|
|
Máy hem viền |
Cái |
06 |
Hàn Quốc |
Hoạt động tốt |
|
|
Máy may (dùng cho nữ) |
Cái |
36 |
Trung Quốc |
Hoạt động tốt |
|
|
Máy may (dùng cho nam) |
Cái |
27 |
Hàn Quốc |
Hoạt động tốt |
|
|
Máy bó buộc/ép kiện |
Cái |
04 |
Trung Quốc |
Hoạt động tốt |
|
|
Máy quấn màng thành phẩm |
Cái |
01 |
Trung Quốc |
Hoạt động tốt |
|
|
Tháp giải nhiệt |
Cái |
01 |
Trung Quốc |
Hoạt động tốt |
|
II I |
Phục vụ cho quy trình sản xuất vải nhựa tại xưởng số 2 |
||||
|
A |
Quy trình sản xuất vải nhựa |
||||
|
|
Máy phun chỉ |
Cái |
02 |
Trung Quốc |
Hoạt động tốt |
|
|
Máy tạo sợi |
Cái |
02 |
Trung Quốc |
Hoạt động tốt |
|
|
Máy kéo màng |
Cái |
01 |
Trung Quốc |
Hoạt động tốt |
|
|
Máy dệt thoi |
Cái |
10 |
Trung Quốc |
Hoạt động tốt |
|
|
Máy quấn cuộn |
Cái |
01 |
Trung Quốc |
Hoạt động tốt |
|
|
Máy se chỉ |
Cái |
01 |
Trung Quốc |
Hoạt động tốt |
|
|
Tháp giải nhiệt |
Cái |
01 |
Trung Quốc |
Hoạt động tốt |
|
B |
Quy trình sản xuất bao PE |
||||
|
|
Máy thổi màng |
Cái |
01 |
Hàn Quốc |
Hoạt động tốt |
|
|
Máy quấn cuộn |
Cái |
01 |
Trung Quốc |
Hoạt động tốt |
(Nguồn: Công ty TNHH nhựa ...., năm 2024)
1.4 NGUYÊN LIỆU, NHIÊN LIỆU, VẬT LIỆU, HÓA CHẤT SỬ DỤNG, NGUỒN CUNG CẤP ĐIỆN, NƯỚC CỦA CƠ SỞ
1.4.1 Khối lượng nguyên liệu, nhiên liệu, vật liệu và hóa chất sử dụng tại cơ sở
Nhu cầu sử dụng nguyên liệu
Để phục vụ dây chuyền sản xuất vải nhựa với quy mô 600 tấn/năm, sản xuất bao PP, quy mô 1.600 tấn/năm (tại xưởng 1) và sản xuất vải nhựa, quy mô 300 tấn/năm, sản xuất bao PE, quy mô 100 tấn/năm (tại xưởng 2). Công ty sử dụng các loại nguyên liệu, vật liệu và hóa chất với khối lượng được trình bày chi tiết tại bảng sau:
Bảng 1.7 Danh sách nguyên vật liệu phục vụ quá trình sản xuất
|
STT |
Tên nguyên liệu |
Đơn vị |
Khối lượng |
Xuất xứ |
|
I |
Xưởng 1 |
|||
|
|
Hạt nhựa PP |
Tấn/năm |
2.204,4 |
Trung Quốc |
|
|
Hạt màu |
Tấn/năm |
22,04 |
Trung Quốc |
|
|
Chỉ may |
Tấn/năm |
40 |
Trung Quốc |
|
II |
Xưởng 2 |
|||
|
4 |
Hạt nhựa PP |
Tấn/năm |
300,6 |
Trung Quốc |
|
5 |
Hạt màu |
Tấn/năm |
3,01 |
Trung Quốc |
|
6 |
Hạt nhựa PE |
Tấn/năm |
105 |
Trung Quốc |
(Nguồn: Công ty TNHH nhựa ...., năm 2024)
Bảng 1.8 Cân bằng vật chất giữa khối lượng nguyên liệu đầu vào với khối lượng chất thải
|
TT |
Tên |
Khối lượng đầu vào |
Khối lượng thành phẩm |
Khối lượng chất thải |
Dạng chất thải |
Tỉ lệ hao hụt |
|---|---|---|---|---|---|---|
|
Tấn/năm |
Tấn/năm |
Tấn/năm |
- |
% |
||
|
I |
Xưởng 1 |
|||||
|
|
Hạt nhựa PP |
2.204,4 |
Sản phẩm vải nhựa: 600 Sản phẩm bao PP: 1600 |
65,41 |
Rắn |
2,94 |
|
|
Hạt màu |
22,04 |
||||
|
|
Chỉ may |
40 |
1,03 |
Rắn |
2,58 |
|
|
II |
Xưởng 2 |
|||||
|
|
Hạt nhựa PP |
300,6 |
Sản phẩm vải nhựa: 300
|
3,62 |
Rắn |
1,19 |
|
|
Hạt màu |
3,01 |
||||
|
|
Hạt nhựa PE |
105 |
Bao PE: 100 |
5 |
Rắn |
4,76 |
(Nguồn: Công ty TNHH nhựa .., năm 2024)
Bảng 1. 9 Tính chất đặc trưng của nguyên liệu sử dụng tại Cơ sở
|
TT |
Nguyên liệu |
Tính chất đặc trưng |
|---|---|---|
|
|
Hạt nhựa PE |
|
|
|
Hạt nhựa PP |
|
|
|
Bột màu (Pigment) |
Bột màu vô cơ (Pigment) là một số muối kim loại, an toàn khi sử dụng. Đặc tính kỹ thuật:
|
(Nguồn: Công ty TNHH nhựa ........, năm 2024)
Bảng 1.10 Khối lượng hóa chất phục vụ tại Cơ sở
|
STT |
Tên hóa chất |
Đơn vị |
Khối lượng |
Tỉ lệ hao hụt |
Khối lượng hao hụt |
Xuất xứ |
|
|---|---|---|---|---|---|---|---|
|
|
Mực in |
Tấn/năm |
115,7 |
2% |
2,31 |
Trung Quốc |
|
|
|
Dung môi pha mực in |
Toluen |
Tấn/năm |
124,3 |
2% |
2,49 |
Trung Quốc |
|
|
Xăng |
Tấn/năm |
60 |
2% |
1,2 |
Việt Nam |
|
|
Tổng cộng |
Tấn/năm |
300 |
- |
6 |
- |
||
(Nguồn: Công ty TNHH nhựa ....., năm 2024)
Hóa chất sử dụng tại cơ sở có nguồn gốc từ Việt Nam và Trung Quốc. Công ty sử dụng hóa chất sử dụng tuân thủ theo Luật Hóa chất Việt Nam 2007; Nghị định số 113/2017/NĐ – CP ngày 09/10/2017 của Chính phủ quy định chi tiết và hướng dẫn thi hành một số điều của luật hóa chất và Thông tư 32/2017/TT – BCT ngày 28/12/2017 của Bộ Công thương quy định cụ thể và hướng dẫn thi hành một số điều của Luật hóa chất và Nghị định số 113/2017/NĐ – CP ngày 09/10/2017 của chính phủ quy định chi tiết và hướng dẫn thi hành một số điều của luật hóa chất.
Lưu trình pha hóa chất để sử dụng tại cơ sở
Hóa chất sử dụng tại cơ sở gồm mực in và dung môi pha mực:
Mực in và dung môi pha mực được nhập về cơ sở bằng các thùng nhựa HPDE loại 50 lít – 220 lít. Các thùng chứa hóa chất được xe nâng di chuyển đưa đến khu vực pha hóa chất sau đó các công nhân tiến hành pha với tỉ lệ 5:1 tương ứng với mực in và dung môi. Trong quá trình thực hiện pha hóa chất (mực in) các công nhân được trang bị đồ bảo hộ lao động, khẩu trang, găng tay,…và khu vực pha hóa chất thông thoáng đảm bảo chất lượng không khí lưu thông trong quá trình pha. Sau khi pha, mực in sẽ cho vào máy in theo đường ống của thiết bị. Tại khu vực in có phát sinh ra hơi dung môi từ mực gây ảnh hưởng đến không khí đến công nhân, vì vậy công ty sẽ bố trí phương án xử lý khí thải phát sinh cho khu vực này.
Bảng 1.11 Đặc tính hóa lý của một số hóa chất được sử dụng tại cơ sở
|
STT |
Tên thương mại |
Công thức hóa học |
Số CAS |
Đặc tính lý hóa, độc tính |
|---|---|---|---|---|
|
|
Mực in |
- |
108-65-6 |
|
|
|
Toluen |
C6H5CH3 |
108-88-3 |
|
|
|
Xăng |
- |
86290-81-5 71-43-2 106-97-8 64-17-5
|
|
>>> XEM THÊM: Báo cáo đánh giá tác động môi trường dự án trang trại diện mặt trời
Báo cáo đề xuất cấp Giấy phép môi trường (GPMT)
Dự án: Nhà máy sản xuất vải nhựa, bao PP, bao PE
Công suất: vải nhựa 900 tấn/năm; bao PP 1.600 tấn/năm; bao PE 100 tấn/năm
Dự án đầu tư xây dựng nhà máy sản xuất vải nhựa, bao bì PP và bao bì PE nhằm phục vụ nhu cầu đóng gói trong các ngành nông nghiệp, công nghiệp và thương mại. Với tổng quy mô công suất 2.600 tấn sản phẩm/năm, dự án thuộc nhóm sản xuất nhựa có quy mô trung bình, áp dụng công nghệ gia công polymer với mức độ tự động hóa cao, giúp đảm bảo chất lượng sản phẩm và giảm phát sinh chất thải.
Về mục tiêu đầu tư, nhà máy hướng đến sản xuất các sản phẩm bao bì có độ bền cao, đáp ứng tiêu chuẩn kỹ thuật và yêu cầu của thị trường trong nước cũng như xuất khẩu. Việc áp dụng dây chuyền công nghệ hiện đại, khép kín giúp tối ưu hóa nguyên liệu, tiết kiệm năng lượng và nâng cao hiệu quả vận hành.
Về quy mô và bố trí mặt bằng, nhà máy bao gồm các khu chức năng chính như khu tiếp nhận và lưu trữ nguyên liệu (hạt nhựa PP, PE), khu kéo sợi – dệt vải nhựa, khu tráng phủ (nếu có), khu cắt – may bao, khu in ấn, khu đóng gói, kho thành phẩm, khu phụ trợ, khu xử lý môi trường và khu hành chính. Các công đoạn được bố trí theo dây chuyền liên tục, hạn chế phát sinh bụi và phát tán khí thải.
Quy trình công nghệ sản xuất vải nhựa và bao PP, PE gồm các bước chính: nấu chảy hạt nhựa, kéo sợi, dệt vải (đối với bao PP), tráng phủ (nếu có), cắt, in và may bao thành phẩm. Đối với bao PE, nguyên liệu được gia nhiệt và thổi màng, sau đó cắt và hàn tạo hình. Quy trình này phát sinh khí thải nhiệt và hơi nhựa.
Trong quá trình hoạt động, dự án phát sinh các nguồn tác động môi trường cần được kiểm soát. Khí thải là nguồn chính, phát sinh từ công đoạn gia nhiệt nhựa và thổi màng, có thể chứa hợp chất hữu cơ bay hơi (VOC) và mùi nhựa. Ngoài ra, bụi nhựa có thể phát sinh trong quá trình cắt và đóng gói.
Nước thải của dự án không lớn, chủ yếu là nước thải sinh hoạt và nước làm mát thiết bị (nếu không tuần hoàn). Thành phần ô nhiễm không phức tạp nhưng vẫn cần được xử lý.
Chất thải rắn bao gồm nhựa thừa, sản phẩm lỗi, bao bì và rác sinh hoạt. Đây là nguồn có khả năng tái chế cao nếu được quản lý tốt. Một lượng nhỏ chất thải nguy hại có thể phát sinh như dầu mỡ thải và giẻ lau dính hóa chất.
Tiếng ồn phát sinh từ máy kéo sợi, máy dệt, máy thổi màng và thiết bị cơ khí. Đây là yếu tố cần kiểm soát trong môi trường lao động.
Để đảm bảo yêu cầu bảo vệ môi trường, dự án cần áp dụng các giải pháp kỹ thuật phù hợp. Đối với khí thải, lắp đặt hệ thống thu gom và xử lý bằng than hoạt tính hoặc thiết bị hấp phụ để giảm VOC và mùi. Khu sản xuất cần được thông gió tốt.
Đối với nước thải, ưu tiên sử dụng hệ thống tuần hoàn nước làm mát nhằm giảm phát sinh. Nước thải sinh hoạt được xử lý bằng hệ thống sinh học trước khi xả thải.
Đối với chất thải rắn, thực hiện phân loại tại nguồn, tái sử dụng nhựa thừa và sản phẩm lỗi. Chất thải nguy hại được lưu giữ và xử lý theo quy định.
Đối với tiếng ồn, bố trí thiết bị hợp lý, sử dụng vật liệu cách âm và trang bị bảo hộ lao động cho công nhân.
Nhà máy cần xây dựng chương trình quản lý và giám sát môi trường, bao gồm quan trắc định kỳ khí thải, nước thải và môi trường lao động. Việc kiểm soát vận hành hệ thống xử lý là yếu tố quan trọng để đảm bảo tuân thủ quy định.
Ngoài ra, cần xây dựng kế hoạch phòng ngừa và ứng phó sự cố môi trường như cháy nổ do nhựa và nhiệt, hoặc sự cố hệ thống xử lý khí thải. Việc đào tạo nhân sự và đảm bảo an toàn sản xuất là yêu cầu bắt buộc.
Tổng thể, dự án nhà máy sản xuất vải nhựa, bao PP, bao PE có mức độ tác động môi trường không lớn và hoàn toàn có thể kiểm soát hiệu quả nếu áp dụng công nghệ phù hợp và quản lý tốt. Việc lập Báo cáo đề xuất cấp Giấy phép môi trường là cơ sở để đảm bảo dự án vận hành hợp pháp, ổn định và phát triển bền vững.
CÔNG TY CỔ PHẦN TƯ VẤN ĐẦU TƯ & THIẾT KẾ XÂY DỰNG MINH PHƯƠNG
Địa chỉ: 28B Mai Thị Lựu - Khu phố 7, Phường Tân Định, TP.HCM
Hotline: 0903 649 782 - 028 3514 6426
Email: nguyenthanhmp156@gmail.com ,
Website: www.minhphuongcorp.com



Tin liên quan
- › Báo cáo đề xuất cấp GPMT dự án xây dựng, di chuyển xí nghiệp dệt
- › Báo cáo đề xuất cấp GPMT dự án nhà máy sản xuất các sản phẩm cơ khí, thép
- › Báo cáo đề xuất cấp GPMT dự án nhà máy chế biến thực phẩm
- › Báo cáo đề xuất cấp GPMT nhà máy sản xuất các sản phẩm từ nông nghiệp kết hợp du lịch
- › Báo cáo đề xuất cấp GPMT dự án nạo vét luồng vào bãi chứa vật liệu và khu bến thuỷ nội địa
- › Báo cáo đề xuất cấp giấy phép môi trường nhà máy sản xuất cốc thuỷ tinh
Bình luận (0)
HOTLINE

HOTLINE
0903 649 782




HOTLINE
HOTLINE
0903 649 782






Gửi bình luận của bạn